Как сделать ремонт агрегатов трансмиссии
На агрегаты трансмиссии: сцепление, коробку передач (КП), гидромеханическую передачу (ГМП), карданную передачу, ведущие мосты приходится 15…20 % отказов и 20…30 % материальных и трудовых затрат на их устранение. Это связано с тем, что основные рабочие детали трансмиссии большую часть времени находятся под действием высоких удельных знакопеременных нагрузок.
Основными неисправностями сцепления являются: отсутствие свободного хода педали сцепления функциональных накладок; ослабление пружин; неполное выключение сцепления из-за большого свободного хода; перекос рычажков или коробление ведомого диска; нагрев, стуки и шумы в связи разрушением подшипника выключения; ослабление заклепок накладок диска; поломка демпферных пружин; износ шлицевого соединения.
К неисправностям карданной передачи относятся: биение вала, увеличенные зазоры в шарнирах, что сопровождается вибрацией, стуками и шумом во время работы, особенно при переключении передач в режиме разгона автомобиля.
Характерными неисправностями механической коробки передач, раздаточной коробки, главной передачи являются: самовыключение передачи из-за разрегулировки привода, износ подшипников, зубьев, шлицов, валов, фиксаторов; шумы и стуки при переключении передач из-за неисправностей синхронизатора; повышенные вибрации, нагрев, люфт из-за износа или поломки зубьев шестерен, износа подшипников, разрегулировки зацепления зубчатых пар, малого уровня или отсутствия смазки в редукторах.
К основным неисправностям гидромеханической коробки передач относятся: не включение передач при движении автомобиля из-за выхода из строя электромагнитов, заклинивания главного золотника, отказа гидравлических клапанов, разрегулировки системы автоматического управления переключения передач; несоответствие моментов переключения передач вследствие разрегулировки системы автоматического переключения передач или неисправностей силового и центробежного регуляторов; пониженное давление масла в главной магистрали из-за износа деталей масляных насосов или внутренних утечек масла в передаче; повышенная температура масла на сливе из гидротрансформатора вследствие коробления или износа дисков фрикционов.
Для переднеприводных легковых автомобилей могут дополнительно возникать неисправности: повреждение чехлов, закрывающих шарниры равных угловых скоростей (ШРУСов); деформация приводных валов; износ самих шарниров.
При общем диагностировании трансмиссии определяют механические потери на прокручивание ведущих колес стендом тяговых качеств, оценивают плавность включения передач, шумы и стуки при работе элементов трансмиссии, величину их нагрева.
При поэлементном диагностировании определяют техническое состояние каждого из агрегатов.
Техническое состояние сцепления достаточно полно определяется величиной свободного хода педали, полнотой выключения сцепления и его пробуксовкой. Свободный ход педали измеряется с помощью линейки или специальными устройствами типа КИ-8929. При этом на педаль нажимают рукой, перемещая ее от первоначального состояния до возникновения усилия на педали. Для большинства автомобилей он должен быть в пределах 15…45 мм (меньшие значения имеют автомобили с механическим или гидравлическим приводом сцеплений). При несоответствии свободного хода его регулируют изменением зазора между концами нажимных рычажков и выжимным подшипником, для чего в тяге привода предусмотрен резьбовой регулировочный узел. Полнота выключения сцепления оценивается по легкости включения передач.
Буксование сцепления определяется при работе автомобиля под нагрузкой на стенде тяговых качеств с помощью электронного стробоскопа, включенного в цепь системы зажигания или с помощью стробоскопа, подключаемого к форсунке первого цилиндра (для дизельного двигателя).
Во время подачи высокого напряжения на свечу первого цилиндра или впрыске форсункой топлива на стробоскоп подаются импульсы, приводящие к дискретным вспышкам лампы стробоскопического устройства, осуществляемым синхронно вращению коленчатого вала двигателя. При отсутствии буксования сцепления карданный вал, освещаемый вспышками лампы стробоскопа, будет казаться неподвижным, так как он вращается с коленчатым валом как одно целое. Если карданный вал будет ощутимо вращаться в свете лампы стробоскопа, то сцепление пробуксовывает. Такую проверку целесообразно проводить совместно с оценкой мощностных свойств автомобиля. Гидро- или пневмопривод сцепления оценивается по герметичности.
Техническое состояние коробки передач определяют по ее тепловому состоянию, шумам, стукам, вибрациям, по суммарному угловому люфту на каждой передаче и осмотром с помощью эндоскопа.
Тепловое состояние КП определяют с помощью специальных термометров после возвращения автомобиля с линии, чтобы агрегаты трансмиссии не остыли. Температура не должна превышать 35…50 °С. Большие ее значения свидетельствуют о наличие износов или недостаточном количестве масла в картере коробки передач. При диагностировании по параметрам шума и вибрации используют стетоскопы. Данный метод сочетается с прослушиванием характерных шумов элементов трансмиссии при имитации движения автомобиля на стендах тяговых качеств при небольшой нагрузке. При этом дополнительно выявляются легкость переключения передач, места повышенного нагрева и т.д.
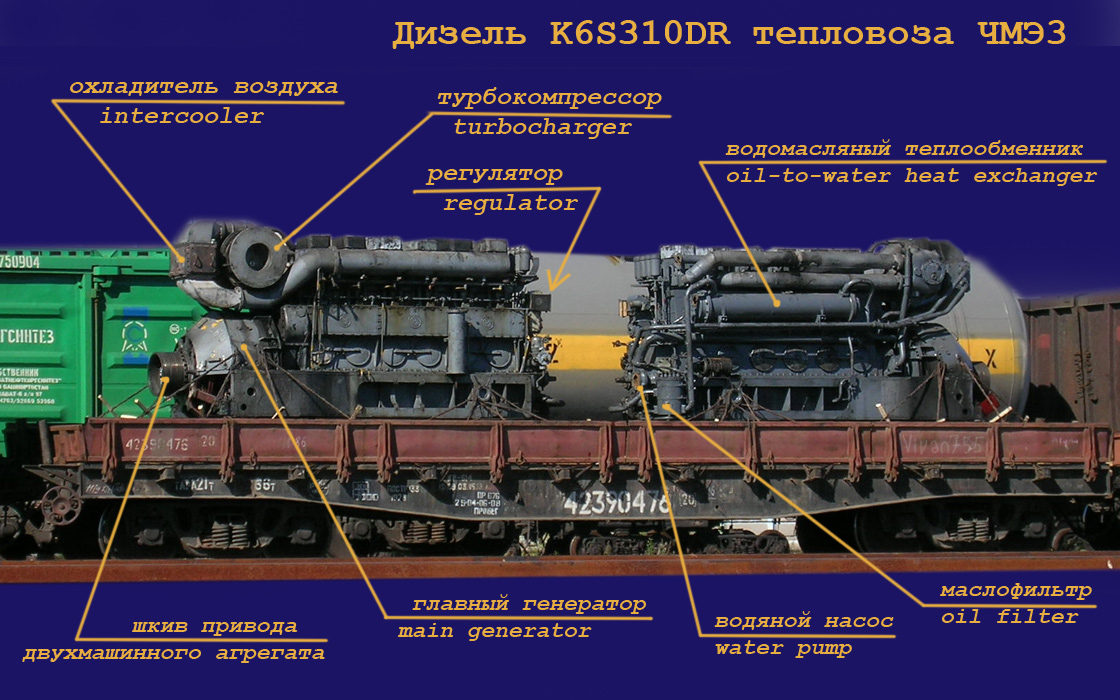
Суммарные угловые люфты по передачам определяются с помощью динамометра-люфтомера (рис.2.44). С помощью зажима 1 он крепится к фланцу крестовины карданной передачи, связанному с вторичным валом КП. Нажимают на рукоятку 9 с усилием 15…25 Н×м, фиксируемому по шкале 8 динамометра и замечают положение пузырька жидкостного уровня 4 по угловой шкале 5. Затем нажимают на рукоятку 9 с таким же усилием в противоположную сторону, чтобы выбрались зазоры и по жидкостному уровню и шкале 5 определяют суммарный угловой зазор. Проверку осуществляют при последовательном включении всех передач. Величина суммарного углового люфта на передачах не должна превышать 6…10 °. Большие значения люфта говорят о наличии износов в зубчатых парах.
Диагностирование гидромеханических передач проводят на стенде тяговых качеств с заданием необходимых скоростных и нагрузочных режимов — разгона, торможения, установившегося движения на каждой передаче. При этом используют переносные приборы, подключаемые к электромагнитам первой и второй передач, к магистрали подачи масла от главного золотника к клапану блокировки гидротрансформатора. Здесь же определяются моменты переключения передач по скорости при плавном «разгоне» автомобиля на ненагруженных роликах стенда. При этом моменты переключения определяются по колебаниям стрелки спидометра.
1 – винтовой зажим; 2 – подвижные губки; 3 – фланец крестовины; 4 – жидкостный уровень; 5 – угловой лимб; 6 – рессора; 7 – стрелка динамометра; 8 – шкала динамометра; 9 – рукоятка
Рисунок 2.44 – Схема динамометра-люфтомера
Механизмы ГМП регулируют при помощи специального винта, изменяя положение главного золотника для обеспечения требуемых режимов автоматического переключения передач (например, для ГМП автобуса ЛиАЗ при разгоне с полностью открытой дроссельной заслонкой переключение с понижающей передачи на прямую должно происходить при скорости 25…30 км/ч, блокировка гидротрансформатора — при скорости 35…42 км/ч). Регулируют также ход конца продольной тяги управления силовым регулятором и зазор в механизме управления золотниками периферийных клапанов с целью снижения в процессе эксплуатации износа дисков двойного фрикциона.
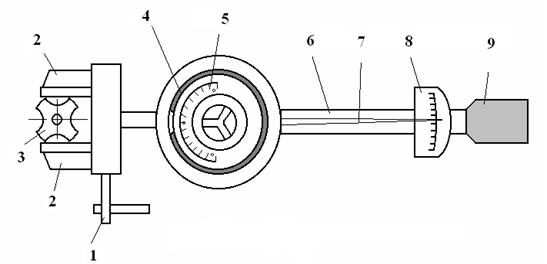
Карданная передача диагностируется по радиальному биению. При этом вывешивается одно ведущее колесо и с помощью прибора определяют радиальное биение (рис.2.45). Оно равно разности максимального и минимального значений показаний индикатора перемещений при повороте карданного вала на 360° (для этого вручную прокручивают вывешенное колесо). Допустимое значение биения для грузовых автомобилей составляет 0,9…1,1 мм, для легковых – 0,4…0,6 мм. Износы в шарнирах и шлицевых соединениях оцениваются визуально по их относительному перемещению при поворачивании карданного вала в обе стороны вручную. Не должно быть ощутимого люфта и стука. Суммарный угловой люфт может быть также замерен с помощью динамометра-люфтомера. При этом один конец карданной передачи должен быть защемлен (для автомобилей типа ГАЗ, ЗиЛ используется стояночный тормоз). Его величина не должна превышать 2…4°.
Ведущие мосты диагностируются по тем же параметрам и теми же средствами, что и механические коробки передач. Суммарный угловой люфт для одинарных главных передач должен быть не более 35…40°, для двойных – 45…60° (при проверке в коробке передач должна быть включена нейтральная передача).
1 – карданный вал; 2 – наконечник индикатора; 3 – штатив с упорами; 4 – индикатор линейных перемещений
Рисунок 2.45 – Схема прибора для проверки биения карданного вала
Эти работы могут проводиться параллельно с проведением профилактических операций. Так при ТО-1 должен проверяться свободный ход педали сцепления и герметичность гидро- или пневмопривода. По коробке передач проверяется действие механизма переключения передач при неподвижном автомобиле. По ГМП проверяется правильность регулировки механизма управления периферийными золотниками. По карданной передаче проверяется люфт шарнирных и шлицевых соединений, состояние промежуточной опоры. Кроме того, при ТО-1 осуществляется проверка креплений элементов трансмиссии и герметичность соединений КП и ведущего моста. При ТО-2 дополнительно по ГМП проверяются правильность регулировки режимов переключения передач, давление масла в системе и исправность датчика температуры масла, по ведущему мосту – крепление гайки фланца ведущей шестерни главной передачи (при снятом карданном вале).
При технических обслуживаниях приводов передних колес ограничиваются их осмотром и прослушиванием шумов и стуков в ШРУСах при прокручивании колес. При обнаружении неисправности негодные элементы (резиновые чехлы, ШРУСы) заменяют. При замене ШРУСа в него закладывают смазку ШРУС-4 (УЛи 4/12-д2), которая не пополняется до следующей его замены.
Работы по восстановлению агрегатов трансмиссии выполняют в агрегатном участке после их демонтажа с автомобиля. Сцепление снимают после демонтажа коробки передач, как правило, вместе с кожухом, предварительно отсоединив его привод. После снятия очищают нажимной и ведомый диски.
Ведомый диск дефектуют на износ фрикционных пластин и биение. Изношенные накладки заменяют новыми. При торцевом биении ведомого диска более 1 мм осуществляют его правку. При всех других неисправностях ведомый диск заменяют. Нажимной диск выбраковывают при его значительном износе или других дефектах. Установку сцепления приводят в порядке, обратном разборке. Чтобы сцентрировать ведомый диск относительно маховика, используют специальную шлицевую оправку или вспомогательный первичный вал коробки передач, вставляя его в шлицевое отверстие ведомого диска и подшипник фланца коленчатого вала. После чего окончательно подтягивают кожух сцепления к маховику. Причем подтягивать необходимо постепенно и последовательно в 2…3 приема. Если сцепление имеет гидропривод, то его прокачивают для удаления воздуха, а затем регулируют свободный ход педали.
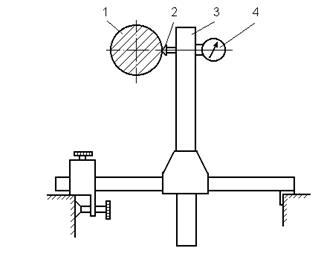
При ремонте КП из нее сливают масло. Затем КП снимают с автомобиля, подвергают наружной очистке и мойке и доставляют в агрегатный участок. Первоначально снимают крышку коробки передач с механизмом переключения передач. Чтобы выпрессовать первичный вал, используют специальное приспособление (рис.2.46).
Рисунок 2.46 – Приспособление для выпрессовки подшипника первичного вала
Подшипник вторичного вала вместе с валом выпрессовывается молотком с помощью оправки. Промежуточный вал выпрессовывают с помощью съемника. Для разборки промежуточного вала также используются специальные приспособления. После окончательной разборки все детали промывают в керосине или моющем растворе (при наличии установки для мойки деталей) и дефектуют. Изношенные элементы заменяют.
Сборка КП осуществляется в порядке, обратном разборке. Все прокладки рекомендуется устанавливать на резиновой смоле №80. После установки на автомобиль в КП заливают трансмиссионное масло согласно карте смазки.
Карданную передачу ремонтируют также в агрегатном отделении, предварительно подвергнув ее наружной очистке и мойке. Разборку шарниров целесообразно проводить с помощью специального приспособления (рис.2.47). Ее проводят в два приема. Сначала на опоры устанавливается одна из вилок и из нее выпрессовываются игольчатые подшипники. Затем карданный вал поворачивают на 90° и выпрессовывают подшипники из второй вилки. Этот же съемник может использоваться и для установки подшипников, в которые предварительно закладывается 4…5 граммов смазки №158 (УЛи – Пг 4/12-1) или Фиол-2М (ИЛи 4/12-д2). Если шарниры имеют пресс-масленки, то их смазывают солидолонагнетателем после сборки. При разборке шлицевого соединения карданной передачи делают метки, чтобы при сборке не нарушилась ее балансировка.
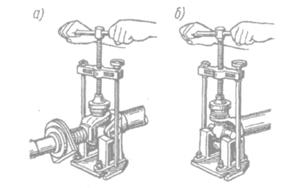
а – выпрессовка подшипников из скользящей вилки; б – выпрессовка подшипников из вилки карданного вала
Рисунок 2.47 – Приспособление для разборки карданного шарнира
Разборку заднего моста грузового автомобиля целесообразно осуществлять также после его снятия с автомобиля в сборе. У легковых автомобилей, как правило, снимают только редуктор. После наружной очистки и мойки отворачивают болты крепления и снимают главную передачу. Снятие подшипников валов ведущей шестерни и подшипников чашки дифференциала осуществляют с помощью съемника (рис.2.48). После разборки все детали подвергают мойке и дефектовке. Изношенные элементы заменяют.
Перед сборкой все подшипники смазывают Литолом-24 (МЛи 4/12-3) и напрессовывают с помощью оправок. Для нормальной установки зацепления зубьев шестерен по пятну контакта на них тонким слоем наносят масляную краску. Затем проворачивают вал ведущей конической шестерни в одну и другую сторону, подтормаживая рукой ведомую шестерню.
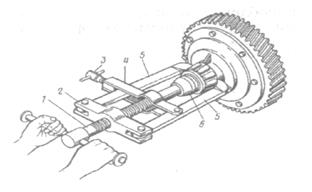
1 – винт; 2 – траверса; 3 – стяжка; 4 – щека стяжки; 5 – захват; 6 – наконечник
Рисунок 2.48 – Снятие подшипника чашки дифференциала
По положению пятна контакта оценивают характер зацепления (табл.2.6).
Регулировку пятна контакта проводят путем осевого перемещения ведомой и ведущей шестерен, для чего в конструкции главной передачи предусматривается установка регулировочных прокладок. Степень затяжки подшипников ведущего вала шестерни проверяется с помощью динамометра (рис.2.49).
Таблица 2.6 – Рекомендации по регулировке зацепления зубчатых колес
| Положение пятна контакта на колесе | Способы достижения правильного зацепления зубчатых колес | Направление перемещения зубчатых колес |
| Передний ход | Задний ход | |
 | Правильный контакт | |
 | Придвинуть зубчатое колесо к шестерне. Если при этом получится слишком малый боковой зазор между зубьями, отодвинуть шестерню |  |
 | Отодвинуть зубчатое колесо от шестерни. Если при этом получится слишком большой боковой зазор между зубьями, придвинуть шестерню |  |
 | Придвинуть шестерню к колесу. Если боковой зазор будет слишком мал, отодвинуть зубчатое колесо |  |
 | Отодвинуть шестерню от колеса. Если боковой зазор будет слишком велик, придвинуть зубчатое колесо |  |
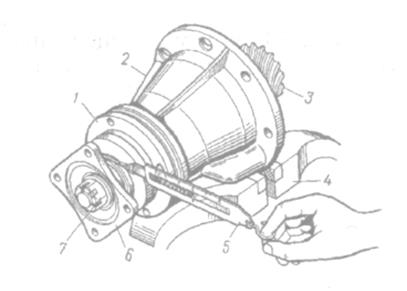
1 – крышка; 2 – картер подшипников; 3 – ведущая коническая шестерня; 4 – тиски; 5 – динамометр; 6 – фланец; 7 – гайка
Рисунок 2.49 – Проверка затяжки подшипников вала ведущей шестерни
Момент проворачивания вала ведущей шестерни должен быть не более 1,0…3,5 Н×м, при затяжки гайки крепления фланца 7 моментом 200…250 Н×м. Регулировку также осуществляют с помощью регулировочных прокладок, предусмотренных конструкцией главной передачи. После окончательной сборки главную передачу устанавливают на автомобиль и заливают в картер заднего моста трансмиссионное масло согласно карте смазки.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И ТЕКУЩИЙ РЕМОНТ ТРАНСМИССИИ
На агрегаты и механизмы трансмиссии (сцепление, карданная передача, коробка передач, раздаточная коробка, главная передача и бортовые редукторы) приходится 10—15 % всех отказов, при этом материальные и трудовые затраты на восстановление их работоспособности составляют 40 % всех затрат. Для устранения отказов автоматической трансмиссии (автоматической, полуавтоматической и гидромеханической передач), являющейся наиболее сложным и дорогостоящим агрегатом автомобиля, требуется до 25 % материальных и трудовых ресурсов.
На бесступенчатые автоматические коробки передач со стальным гибким ремнем фрикционного зацепления, гидравлическим насосом и системой электронно-гидравлического управления, применяемые на легковых автомобилях с передним приводом и поперечно расположенным двигателем небольшой мощности приходится не более 12—15% всех отказов и неисправностей. Трудозатраты на их устранение значительно больше (до 30 %), что связано с высокой трудоемкостью снятия, ремонта и установки данного агрегата.
Возможные неисправности агрегатов трансмиссии и их причины
К неисправностям фрикционного сцепления относятся:
- • пробуксовка под нагрузкой (отсутствие свободного хода педали сцепления);
- • изнашивание или замасливание фрикционных накладок и ослабление пружин;
- • неполное выключение (увеличен свободный ход педали сцепления);
- • перекос рычажков сцепления, заклинивание или коробление ведомого диска;
- • резкое включение (заедание подшипника выключения, поломка демпферных пружин, изнашивание шлицевого соединения первичного вала и муфты ведомого диска);
- • нагрев, стуки и посторонний шум (постоянное вращение и разрушение подшипника выключения, ослабление заклепок накладок диска, ослабление рычагов сцепления или неправильное их расположение — в одной плоскости).
Неисправностями механической коробки передач, раздаточной коробки, главной передачи и бортовых редукторов являются:
Ремонт деталей механизмов трансмиссии
Основными дефектами балок передних мостов являются изгиб и скручивание, износ площадок под рессоры, бобышек под шкворень, отверстий под шкворни и клиновые стопоры.
При разборке переднего моста автомобиля необходимо выполнить следующие операции:
отсоединить тяги рулевого управления;
расшплинтовать, отвернуть гайки и вынуть рычаги поворотных цапф;
освободить стремянки и снять рессоры;
снять колпаки, расшплинтовать и отвернуть гайки и снять ступицы с наружными коническими роликовыми подшипниками и тормозным барабаном;
разобрать и снять детали тормозного механизма;
отъединить от фланцев цапф защитные тормозные диски;
отвернуть автоматические масленки (сверху) и гайки, выбить стопоры шкворней, вынуть шкворни и отъединить от оси цапфы вместе с упорными шариковыми подшипниками передней оси.
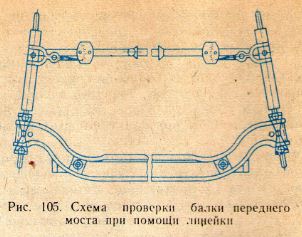
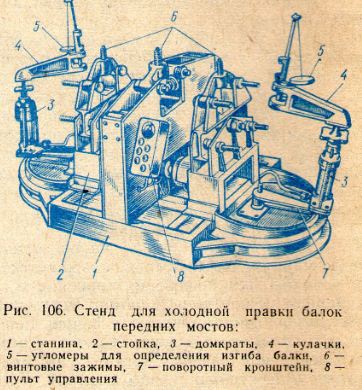
Изгиб и скручивание балки моста проверяют на стенде, в приспособлении или при помощи линейки (рис. 105). Линейка имеет две шкалы, позволяющие производить отсчет показаний в градусах и минутах. Для определения прогиба в горизонтальной плоскости пальцы линейки устанавливают в отверстия под шкворни. При установке пальцев линейки в отверстия для клиновых стопоров шкворней определяют прогиб в вертикальной плоскости. Дефектную балку правят в холодном состоянии на стенде (рис. 106). Стенд позволяет править балку в различных плоскостях и проверять величины ее изгиба и скручивания. Изношенные площадки для крепления рессор восстанавливают наплавкой с последующей механической обработкой. Площадки должны лежать в одной плоскости в пределах 1,0 мм и быть перпендикулярны оси симметрии балки.
Изношенные по высоте бобышки под шкворень ремонтируют фрезерованием до выведения следов износа. Бобышки обрабатывают одновременно двумя фрезами, выдерживая перпендикулярность оси под шкворень. Уменьшение высоты бобышек компенсируется при сборке переднего моста постановкой шайб.
Отверстия под шкворень, имеющие небольшой износ, обрабатывают протяжкой под ремонтные размеры. При этом устанавливают шкворни увеличенных диаметров При значительных износах отверстия под шкворень восстанавливают постановкой втулки с последующей обработкой под номинальный или ремонтный размер. Изношенное отверстие под клиновой стопор обрабатывают разверткой под увеличенный ремонтный размер.
Поворотные цапфы.
Основными дефектами поворотных цапф являются износы шейки под подшипник ступицы, кольца под сальник ступицы, отверстий во втулках, износ или срыв резьбы под гайку цапфы. Изношенные шейки под подшипники восстанавливают хромированием, осталиванием, металлизацией или наплавкой с последующей шлифовкой под номинальный размер. Поворотные цапфы с небольшим износом шеек хромируют, а с износом более 0,15 мм осталивают или наплавляют. Износ кольца под сальник ступицы переднего колеса устраняют хромированием или осталиванием с последующей обработкой под номинальный размер.
Втулки шкворня с изношенными отверстиями заменяют новыми. После запрессовки отверстия во втулках обрабатывают под номинальный или ремонтный размер. Резьбу под гайку цапфы восстанавливают наплавкой с последующим нарезанием резьбы номинального размера.
Шкворни поворотных цапф изнашиваются в местах установки поворотных цапф. Их восстанавливают хромированием или осталиванием. Толщина слоя хрома должна быть не более 0,15 мм с припуском на шлифование 0,05—0,10 мм. При осталивании слой покрытия должен быть не менее 0,3 мм. Обработку завершают шлифованием шкворня под номинальный или ремонтный размер.
Для сборки переднего моста автомобиля необходимо:
запрессовать в проушины поворотных цапф с натягом 0,065—0,165 мм стальные втулки, залитые свинцовистой бронзой, и развернуть их разверткой под размер шкворня с учетом получения требуемого зазора;
установить и закрепить гайками рычаги поворотных цапф;
надеть на ось поворотные цапфы, установить шариковые упорные подшипники, вставить шкворни, закрепить их стопорами и завернуть автоматические масленки;
собрать тормозные механизмы;
установить на шейки поворотных цапф отражатели, сальники и роликовые конические подшипники;
запрессовать в ступицы кольца роликовых конических подшипников и привернуть к фланцу ступицы тормозной барабан;
надеть ступицы с тормозными барабанами на шейки цапф, установить роликовые конические подшипники и шайбы; гайками отрегулировать затяжку подшипников;
перед установкой ступиц заполнить внутреннюю полость их смазкой;
завернуть контргайки, зашплинтовать их и установить колпаки;
прикрепить к поворотным рычагам рулевые тяги и привернуть к площадкам передней оси рессоры.

Ремонт деталей ведущих мостов
Основными дефектами деталей главной передачи, дифференциала и полуосей являются:
-износ или поломка зубьев,
-неправильная регулировка зацепления шестерен,
-износ подшипников и мест их посадки,
-износ шеек крестовин и торцовых поверхностей сателлитов и полуосевых шестерен,
-износ шлицев и шпоночного соединения полуосей, сальников и мест их посадки.
Для проведения ремонтных работ ведущий мост снимают с автомобиля и производят частичную или полную разборку его на отдельные узлы и детали.
У картеров задних мостов наиболее часто встречаются дефекты:
-износ шеек под наружный и внутренний подшипники ступицы заднего колеса,
-износ или срыв резьбы.
Трещины на фланце картера, проходящие через резьбовые отверстия, не более двух, расположенных рядом, и не более трех, расположенных в разных местах, заваривают. Также заваривают разрушенные сварные швы. Погнутость картера заднего моста устраняют правкой на стенде. Изношенные шейки восстанавливают наплавкой под слоем флюса или вибродуговым способом с последующей механической обработкой под номинальный размер.
Сорванную или изношенную резьбу под гайку крепления подшипников ступицы колеса восстанавливают наплавкой с последующим нарезанием резьбы номинального размера. Сорванную или изношенную более двух ниток резьбу в отверстиях восстанавливают нарезанием резьбы увеличенного ремонтного размера или постановкой ввертышей с резьбой номинального размера.
Картер редуктора и крышки подшипников дифференциала не обезличивают, так как они обработаны совместно. Поэтому после разборки крышки привязывают к картеру. Основные дефекты картера редуктора: сколы и трещины, износ отверстий, срыв или износ резьбы. Сколы фланца крепления к картеру заднего моста и трещины на картере редуктора ремонтируют сваркой с последующей зачисткой шва заподлицо с основным металлом. .Изношенные отверстия под роликовый подшипник вала ведущей конической шестерни и отверстия под гнезда подшипников вала ведущей цилиндрической шестерни восстанавливают постановкой дополнительной детали-втулки или осталиванием с последующей расточкой под ремонтный или номинальный размер.
Изношенные отверстия под подшипник дифференциала ремонтируют наплавкой. Перед наплавкой отверстия растачивают. На картере и крышке обваривают гнезда подшипников, а затем тщательно припиливают по линейке плоскости разъема. Закрепив крышки к картеру, растачивают отверстия под номинальный размер. Сорванную или изношенную резьбу восстанавливают ранее рассмотренными способами.
Основными неисправностями чашек коробки дифференциала являются задиры, риски, износ отверстий. Задиры, риски или неравномерный износ торца под шайбу шестерни полуоси, а также сферической поверхности под шайбы сателлитов устраняют проточкой и установкой шайбы ремонтного размера. При износе отверстий под шипы крестовины дифференциала сверлят новые отверстия под углом 45° к старым.
При износе отверстий под стяжные болты сверлят новые отверстия в промежутке между старыми и зенкуют их с двух сторон. Изношенное отверстие под шейку шестерни полуоси восстанавливают постановкой втулки с последующей. расточкой ее отверстия под номинальный размер. Изношенные шейки под роликовый подшипник восстанавливают наплавкой, раздачей и хромированием. Перед наплавкой чашку дифференциала устанавливают в приспособлении на планшайбе токарного станка и обтачивают шейку. Наплавку ведут вибродуговым способом. После наплавки шейку обтачивают и шлифуют под номинальный размер.
Шейки чашек коробки дифференциала можно восстанавливать раздачей. Для этого под прессом или на протяжном станке через отверстие шейки продавливают шаровую оправку. Затем шлифованием обрабатывают шейку до номинального размера. При небольших из- носах шейку целесообразно восстанавливать хромированием.
Стакан подшипников вала ведущей конической шестерни имеет следующие основные дефекты: износ отверстий, износ или срыв резьбы. Изношенные отверстия под большой или малый роликовые подшипники восстанавливают постановкой втулки или вибродуговой наплавкой с последующей расточкой гнезда подшипников под номинальный размер. Отверстие с изношенной или сорванной резьбой ремонтируют постановкой ввертыша.
Крестовина дифференциала в основном имеет износ и задиры на поверхности шипов, устраняемые шлифованием под ремонтные размеры, наплавкой, хромированием, осталиванием. Крестовины с ремонтными размерами шипов устанавливают в чашки дифференциала, в которых отверстия имеют ремонтный размер или вновь просверлены между старыми отверстиями. Хромирование целесообразно применять при небольших износах шипов, а при значительных износах — осталивание и вибродуговую наплавку. После восстановления шипы шлифуют под номинальный размер.
Полуоси имеют дефекты: скручивание, погнутость полуоси или фланца, износ шлицев, отверстий, резьбы. Скрученную полуось бракуют. Погнутую полуось правят под прессом до устранения изгиба. После правки подрезают внутренний торец фланца, выдерживая минимально допустимую по техническим условиям его толщину. Изношенные шлицы восстанавливают наплавкой или постановкой дополнительной детали.
Шлицевую шейку, восстановленную наплавкой, обтачивают на токарном станке, а затем на фрезерном станке нарезают шлицы червячной фрезой. Далее шлицевой конец полуоси подвергают термической обработке на установке т. в. ч. При постановке дополнительной детали шлицевой конец отрезают, а вместо него приваривают новый. После ремонта полуось проверяют на биение и при необходимости правят. Изношенные конусные отверстия под разжимные втулки ремонтируют заваркой. Поврежденную или изношенную резьбу в отверстиях под болты съемника восстанавливают нарезанием ремонтной резьбы.
Ступицы колес могут иметь следующие дефекты:
-износ отверстий под кольца подшипников и шпильки крепления колес,
-коробление фланца крепления тормозного барабана,
-износ или срыв резьбы под болты или шпильки крепления фланца полуоси (в ступицах задних колес).
Изношенные отверстия под подшипники восстанавливают постановкой ремонтных втулок или наплавкой. В ступице растачивают на приспособлении гнезда под соответствующий размер. Затем запрессовывают ремонтную втулку и обрабатывают ее отверстие под номинальный размер. Наплавку изношенных гнезд осуществляют вибродуговым способом, применяя проволоку диаметром 1,6 мм и марки Св08 (ГОСТ 2246—60). Рекомендуется следующий режим наплавки: сила тока — 100—110 А, напряжение—16—18 В, частота вращения детали — 0,8 об/мин, шаг наплавки — 3,3 мм/об, скорость подачи проволоки— 1,3 м/мин. После наплавки гнезда растачивают до номинальных размеров.
Коробление фланца крепления тормозного барабана устраняют протачиванием фланца на токарном станке. При этом ступица крепится в приспособлении. Изношенные поверхности под сальники ремонтируют постановкой втулок или электроимпульсной наплавкой.
Изношенные отверстия под шпильки крепления колес восстанавливают постановкой втулок. При обработке применяют кондуктор со сменными кондукторными втулками и осуществляют рассверливание отверстий, зенкование и развертывание. В развернутые отверстия запрессовывают ремонтные втулки. Отверстия с поврежденной или изношенной (более двух ниток резьбой) восстанавливают постановкой ввертышей или сверлят новые отверстия между имеющимися и нарезают резьбу под шпильки или болты крепления фланца полуоси.
Ведущая цилиндрическая и ведомая коническая шестерни. Основными дефектами шестерен являются сколы и выкрашивание рабочей поверхности зубьев, износ зубьев по толщине, износ посадочных мест под роликовый подшипник, ведомую коническую и ведущую цилиндрическую шестерни. Шестерни, имеющие сколы, выкрашивание рабочей поверхности зубьев и износ по толщине более допустимой по техническим условиям величины, бракуют. Изношенные посадочные места восстанавливают хромированием, осталиванием или наплавкой. Перед хромированием и осталиванием посадочные места (шейки) шлифуют.
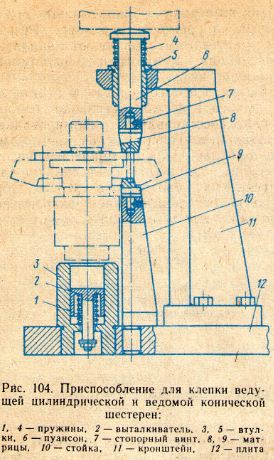
Так же обрабатывают шейки шлифованием до номинального размера после восстановления. Если забракована одна шестерня, то шестерни разбирают. Для этого их расклепывают и спрессовывают коническую шестерню. Приклепывание ведущей цилиндрической к ведомой конической шестерне производят на прессе в приспособлении (рис. 104). Шестерни устанавливают шейкой под подшипник в отверстие втулки 3.
Источник https://seite1.ru/remontiruem-sami/kak-sdelat-remont-agregatov-transmissii/.html
Источник https://studref.com/677841/tehnika/tehnicheskoe_obsluzhivanie_tekuschiy_remont_transmissii
Источник https://toira.ru/remont-avtomobilya/37-remont-detalej-mekhanizmov-transmissii.html