Как правильно шарошить седла клапанов?

Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Как правильно производится замена, прирезка и обработка седел клапанов

Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Шарошки для ремонта седел клапанов – инструкция для работы + видео

Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.
Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.
Замена седел клапанов своими руками – разбираем специфику работы
Такая операция выполняется двумя способами. Первый – грубый, но самый простой и быстрый. Осуществляется довольно примитивно: на изношенное кольцо седла приваривается старый клапан, а затем кольцо просто выбивается молотком из своего штатного места в головке блока цилиндров, она, кстати, может быть повреждена, что очень нежелательно. Дальше происходит процесс запрессовки нового. Мягкий способ гораздо сложнее, тем не менее, он выполним в вашем гараже без вмешательства дорогого оборудования. Седло в этом методе аккуратно вытачивается на станке. После этого посадочное место вычищается и также обтачивается.
Надёжная запрессовка происходит при охлаждении нового седла и нагреве головки блока цилиндров, только после такой работы можно будет гарантированно надёжно использовать механизм. Вся трудность метода заключается в нагреве и охлаждении, предварительно нужно будет продумать, как вы это будете делать. Если седло не изношено донельзя, его можно подкорректировать. При использовании шарошки для ремонта применяются, в основном, несколько фрез с разными углами. На оправку надевается первая грубая насадка, после чего круговыми движениями делается подготовка седла или прирезка, таким же образом могут использоваться и зенковки для прирезки седел клапанов.
Дальше приступаем к притирке, она осуществляется с помощью специального приспособления, предназначенного для этого, на конце которого есть конус. На фаску седла наносится абразивный порошок или паста. Притирка проводится до тех пор, пока трение не будет издавать минимальный звук и скрежет. Остатки пасты или порошка тщательно убираются. Качество работы можно оценить, перевернув головку и залив в неё керосин, если он не просачивается, значит, мы потрудились на славу.
Замена седла клапана ВАЗ. Фото, инструкция как поменять сёдла клапанов ВАЗ

Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.
Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов. При разгерметизации происходит нарушение порядка теплоотдачи тарелки и седла, что провоцирует дефекты и разрушение деталей.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
Приступая к проверке, необходимо старательно очистить сёдла и камеры сгорания двигателя, иногда под нагаром обнаруживаются еле заметные трещины. Испорченные и «проблемные» поверхности камер, как правило, отличаются от других камер по цвету. Наличие тех или иных типов дефектов определит необходимость и вариант ремонта сёдел клапанов. Основанием для замены может быть:
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапана прогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Все операции вы производите на свой страх и риск, а в случае неудачи придется обращаться в автовыкуп или в утилизацию.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
За неимением нитрогена можно воспользоваться холодильной камерой, охладив деталь -30 С°. После чего запрессовку осуществляют достаточно быстро, чтобы до её завершения температура не выровнялась.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
С помощью дрели и фрезы аккуратно растачиваем седло.
Производим замеры седла и…
… посадочного места седла.
Берём новые сёдла для ВАЗ, помещаем их на 2-3 часа в холодильную камеру.
Нагреваем до температуры 200 С° ту часть ГБЦ, где планируется прессовка седла.
Достаем из морозилки сёдла.
Устанавливаем седло на опрессовку.
Запрессовываем седло на место.
Даём деталям остыть, берём шарошки для сёдел клапанов и нарезаем фаску.
Аналогичные операции производим на других цилиндрах.
Из какого металла делают седла клапанов. Ремонтируем своими руками седла клапанов

Седла клапанов двигателей после большого пробега автомашин семейства ВАЗ практически всегда оказываются изношенными. Уплотняющая фаска получает форму отличную от начальной (конической) и в то же время появляется сильная овальность седла из-за неравномерного износа. При перегреве головки блока появляется несоосность седел клапанов и направляющих втулок. Еще одной проблемой седел клапанов является появление раковин на фаске седла. Возникают они вследствие нарушения физических процессов сгорания топливной смеси.
Это вызывает циклические изгибающие напряжения на стержне и может привести к переломам сгибания усталости на верхней стороне радиуса филе или к усталостному разрушению на дне радиуса филе. Кроме того, поскольку конкуренция по цене и продуктам в настоящее время очень сильна, инженеры-разработчики вынуждены минимизировать резервные возможности для контроля затрат на продукт.
Если мы обнаружим, что перелом усталости происходит в то время, когда двигатель работает с большим количеством часов и что окружающая среда не является враждебной, мы должны подозревать, что разрушение является результатом этих факторов. После нескольких тысяч часов работы высокие режущие и растягивающие напряжения на поверхности вызывают разрушение усталость весной. Завод принял немедленные меры для исправления ситуации; один из них состоял в том, чтобы проектировать большую весну и определять другой состав металлов.
Повреждения, износы и несоосность в седлах клапанов приводят к появлению дефектов в самих клапанах, что в результате ведет к негерметичности и ухудшению рабочих показателей мотора. Итогом таких проблем может быть возникновение более серьезных проблем. Поэтому при проведении капитального ремонта двигателя, седла клапанов всегда тщательно проверяются и ремонтируются.
Обратите внимание, что перелом усталости начался с левой стороны и что окончательный разрыв был грубым и древесным, а под действием крутильного напряжения он под углом 45 °. Во время обслуживания эти трещины были открыты на нижней стороне ротатора, чтобы обеспечить прохождение конического фиксатора, опуская клапан в цилиндр. Завод принял необходимые меры; среди которых увеличение размера ротатора и лучшая термическая обработка.
Однако необходимо помнить, что сломанные ротаторы могут быть вызваны другими основными причинами, а не быть соблазненными и предрешать, что каждый неудачный ротатор представляет собой проблему с производством. Когда двигатель упакован, скорость механизма открытия клапана очень быстро, и импульс открытия указанного механизма продолжает открывать клапан до тех пор, пока пружинная катушка не будет чрезмерно сжата. В этот момент ротатор испытывает высокие растягивающие силы ударных нагрузок на нижней поверхности.
Седла клапанов с вышеописанными дефектами ремонтируются фрезерованием, шлифованием и последующей притиркой. Фрезерования – это наиболее распространенный и простой способ ремонта изношенных седел. При таком ремонте используются фрезы с разными диаметрами и углами работы. Фрезы, работающие под углом 45°, подходят для фрезеровки седел большинства известных двигателей, среди которых и моторы ВАЗ. Реже встречаются такие клапана и седла, где для ремонта требуются фрезы с углом 30°. Фрезы, имеющие рабочий диапазон 15 — 40° и 55 — 70° используются в качестве вспомогательных инструментов для придания необходимого диаметра и ширины фаски седла.
В цикле закрытия скорость распредвала также очень быстро, и кулачок будет отходить от подъемника клапана до того, как пружина может сдвинуть его вниз. Кроме того, распределительный вал не уменьшает скорость подъемного устройства, толкателя и клапана, поэтому клапан быстро падает на свое место, создавая растягивающую нагрузку, воздействуя на шток и ротатор.
Этот тип нагрузки редок и может привести к растрескиванию ротатора и к падению клапана. Обратите внимание на древесную и грубую текстуру поверхностей разлома, вызванную перегрузкой. Могут ли они видеть царапины из-за трения между витками? Это чипирование указывает на полный контакт. Это указание не должно быть связано только с упакованным двигателем.
Ввиду того, что далеко не для всех моторов известны необходимые размерные значения, то при практических действиях используются стандартные фрезы с рабочими углами 30°, 45° и 60°, которые позволяют восстановить традиционную форму седла клапана. Обычные фрезы изготавливаются из инструментальной стали в двух вариантах: для обработки седел, обладающих высокой твердостью и для обработки седел из «мягкого» металла.
Полный контакт просто означает, что повороты были вынуждены друг против друга. Основные причины этого результата. Чрезмерная настройка может быть другой. Другой причиной может быть стержень подъемника клапана, который не входит в углубление и слишком сильно поднимается. Нам нужно искать подсказки в других областях и использовать их все, чтобы определить истинную оригинальную причину.
Обратите внимание, что в левой части больше трещин и меньше лаков, чем в правой. Меньшая полировка указывает на меньшую нагрузку на пружину. Многие трещины указывают на возможность остаточного внутреннего усилия. Если мы внимательно рассмотрим все детали разбитых кусочков, мы сможем правильно подойти к основной причине. Если мы тщательно проанализируем доказательства, мы сможем определить основную причину большинства отказов. Должны ли мы рассматривать проблемы как проблему или возможность? Какая возможность?
При фрезеровании седла основной целью является возвращение соосности обрабатываемой поверхности седла с имеющимся отверстием в направляющей втулке клапана. Для выполнения этой фрезерной работы используются два типа пилотов (центрирующих стержней) и соединений фрез с ними.
Первый тип предусматривает крепление фрезы на самом пилоте. В этом случае диаметр пилота должен быть меньше на 0,01 – 0,03 мм от внутреннего диаметра направляющей втулки. Такая конструкция имеет и свой недостаток, который заключается в большом зазоре пилота в самой втулке. Причем зазор большой даже если втулка еще не сильно изношена. В итоге, после проведения фрезеровки таким способом седло может быть несоосно с втулкой. Указанным способом ремонта может пользоваться только высококвалифицированный механик, имеющий на вооружении большое количество пилотов разного диаметра.
Мы очень часто принимали отказы клапанов как проблемы, когда на самом деле они представляют собой прекрасную возможность помочь и обслуживать наших клиентов; потому что, когда у них есть клапаны, которые потерпели неудачу, это, вероятно, связано с враждебными условиями окружающей среды, и заказчикам необходимо определить эти условия и сделать то, что необходимо для решения возникшей проблемы. Общайтесь с лицом, ответственным за отказ, и получите инструкции по исправлению того, что необходимо. Произведите ремонт в соответствии с инструкциями лица, ответственного за неисправность.
Кроме того, некоторые механики для фрезерования используют резцовые головки, в которых вместо фрез применяется твердосплавный металлический резец. Наиболее удобными являются приспособления со специальным резцом, который может сразу сформировать все седло. Такие режущие приспособления выпускаются известными американскими фирмами MIRA и SUNNEN. Их основное преимущество заключается в наличии двух специальных опор у пилота. Одна опора идет на кронштейн приспособления, а вторая – на втулку. Такое инженерное решение в значительной степени улучшает качество обработки седла.
Требования, предъявляемые к нашим клапанам, сложны
Что клиент удовлетворен продуктом и услугой, которую он получает. Огромные огромные давления зажигания и суровые пружины забивают свечи накаливания до 70 раз в секунду. Агрессивные химикаты в выхлопе могут вызвать коррозию или привести к отложениям. Чтобы соответствовать этим условиям в течение многих лет или даже десятилетий, клапан, направляющие клапана и вставки седла клапана должны быть изготовлены из тщательно подготовленных и высококачественных материалов.
для безопасности людей, двигателей и окружающей среды — только лучшие
В общем, клапаны разделены между монометаллическими и биметаллическими, обычно из твердого материала. В особых случаях требуются так называемые полые клапаны, заполненные натрием. Так называемый эффект шейкера переносит тепло от диска клапана на весь стержень, вплоть до направляющей клапана. Для удовлетворения этих высоких требований клапаны также могут быть усилены вокруг сиденья, закалены, нитрифицированы или хромированы.
Технология механической обработки седла не очень сложная.
Однако перед фрезерованием советуем заменить или хотя бы отремонтировать направляющую втулку клапана. В первую очередь седло обрабатывается под фаску клапана. Делается это до тех пор, пока фаска седла не обработается полностью. Затем обрабатываются конусы. Начинаем с конусов с меньшим углом, затем переходим к большим и делаем это до тех пор, пока ширина фаски не станет равная 2 мм для клапана впускного и 2,5 мм для клапана выпускного.
Далее желательно отшлифовать рабочую фаску седла, чтобы там не осталось заусениц.
Как шарошить седла клапанов ваз 2108?

Вопрос знатокам: Ребята я уж извиняюсь что влажу со своей проблемой но может кто подскажет мне что дельное кароче такое дело после распила головы ваз 2101, поставил короткие направляйки Ваз 2108 (не бронза) и клапана ваз так вот после прирезки седел рабочая фазка есть, но когда вставляю клапан и смотрю на просвет со стороны коллектора все седла светятся в чем может быть дело? кривые седла?
как быть, что делать ?
С уважением, FOX
Лучшие ответы
Новые клапана необходимо притереть с помощью притирочной пасты.
Нужны правельные фрезы! под 45 градусов! затем развертка «слесарная»7.9 мм замеряете стержень клапана и выставляете тот же размер на развертке! потом только притирка, петно контакта должно быть не меньше 1.5 мм
Если все нормально сделать, такого быть не может. У вас не соосность направляющей и седла. Седла прирезаются или шарошатся по оси направляющих.
Выбрось эту хрень, которую по обилии знаний ты нагородил.
После замены направляющих, седла нужно шарошить. Только после этого притерать. Шарошки продаются, в наборе шесть штук 30*,70* и 45 градусов для впускных и выпускных. Как правильно шарошить можно прочитать в книге по ремонту.
Чем клапан упирается? краем тарелки в седло? тогда прослаблен направляющий стержень зенковок или при зенковке излишнее осевое усилие прилагали.
или расширением диаметра стержня клапана в направляющую? тогда подточить на клапане это место.
-ответ
Это видео поможет разобраться
Ответы знатоков
Новые направляющие идут с припуском под развёртку. После установки без обработки развёрткой клапан в направляющую идти не должен. Шарошить нужно для уменьшения работы по притирке клапанов. Отверстия в направляющих неидеальны, встанут они тоже не как были старые, клапан может быть смещён относительно седла. Тем более, что при работе на поверхности седла образуются каверны. Если хочешь, чтобы движок работал ровно, нужно делать по технологии. Направляющие, кстати, не прессуются, а вставляются в нагретую головку.
нет не правда притрёшь клапан и оденешь колпачки только сухарики не потеряй ясно!
Можно, если умеешь. Шарошить придется.
Эт не бред, надо и развёртывать и, конечно, шарошить сёдла.
Замена направлющих — это не высморкаться.
При замене направляющих втулок, ГБЦ из алюминиевых сплавов разогревают примерно до 100 град. (в зависимости от рекомендаций завода изготовителя) . Поскольку эти сплавы имеют больший коэффициент теплового расширения, чем материал направляющих втулок, то натяг в соединении ГБЦ-втулка становится меньше и при легких ударах молотка (легкой кувалды) , направляющие свободно выпрессовываются, не деформируя при этом посадочное место в теле головки. Чтобы усилие при выпрессовке втулок приходилось точно по оси направляющей, используют специальные выколотки.
Так же для замены направляющих удобно использовать пневмомолоток со специальными насадками – выколотками.
Перед запрессовкой направляющие втулки погружают в жидкий азот. При таком падении температуры, направляющая втулка существенно уменьшает свой внешний диаметр, а поскольку, ГБЦ разогрета и диаметр посадочного отверстия увеличился, то направляющая вставляется в тело ГБЦ с помощью специальной оправки от руки или легкими ударами молотка. Для запрессовки направляющих так же удобно использовать пневмомолоток со специальными насадками – оправками.
Обязательно. Цель-не только чтобы клапан прилегал, но и чтобы сделать ровный поясок для хорошего прилегания. Шарошат тремя шарошками с разными углами.
для начала на новых клапанах надо сделать фаску под правильным углом, а ПОСЛЕ притирать
Мне хватило обычной притирки
так то да, нужно. Притиреть можно, но это займет сутки на один клапан, когда меняешь направляющие, то клапан начинает косить, и не попадает в седло, по этому сначала шорошат, а потом притирают, да даже притирать не особо нужно, а шарошить обязательно, ну если конечно чудо не произойдет, и старое направляющее с точностью совпадет с новым))))
Обязательно. Шарошить-это громко сказано. Надо придать форму
Ну ты же втулки разверткой проходил? Значит ось ушла, примыкания клапана не будет, надо резать два угла и третий- поясок примыкания, а потом притирка.
И главное — потом с седел и из втулок всю дрянь вымыть маслом, то само протрет себе дорогу.
Конечно, целый день возьни.
Если притирка не даёт результатов, то тогда прибегают к шарошкам. А в целом вряд ли удастся забить новую втулку так же, как сидела старая . По этому изменение клапана по отношению к седлу, скорее всего будет иметь место.
Шарошить и притирать и вытирать и облизнуть
Как правильно шарошить седла клапанов?

Шарошки для ремонта седел клапанов являются необходимостью при работе с этим механизмом, потому что более удобного и точного инструмента не найти. Единственной альтернативой могут служить зенковки. Обо всем этом и о самом процессе ремонта мы поговорим в статье.
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.
Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.
Ещё один признак неисправности – это повышенное выделение дыма во время выхлопа. А изношенный стержень и направляющая данного механизма станет причиной неестественной шумности двигателя.
Как шарошить седла клапанов ваз 2108?
Вопрос знатокам: Ребята я уж извиняюсь что влажу со своей проблемой но может кто подскажет мне что дельное кароче такое дело после распила головы ваз 2101, поставил короткие направляйки Ваз 2108 (не бронза) и клапана ваз так вот после прирезки седел рабочая фазка есть, но когда вставляю клапан и смотрю на просвет со стороны коллектора все седла светятся в чем может быть дело? кривые седла?
как быть, что делать ?
С уважением, FOX
Инструмент для притирки клапанов (шарошки, зенковки) и его применение

Шарошки для седел клапанов – это инструмент, при помощи которого автомобильный двигатель (а точнее, его клапанный механизм) возвращается в работоспособное состояние после выполненного ремонта. При помощи таких шарошек, которые также называют зенкерами, восстанавливается герметичность рабочих цилиндров двигателя, что является одним из основных условий его технически исправного состояния.
Полный комплект инструментов для ремонта седел клапанов
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
Схема клапанного механизма двигателя внутреннего сгорания
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.
В процессе эксплуатации седла клапанов изнашиваются в различной степени
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.
Появление зазора между клапаном и его посадочным местом приводит к образованию нагара, а в дальнейшем и к прогару седла клапана
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Инструменты для ремонта клапанного механизма
Наиболее распространенным инструментом для ремонта седел клапанов является шарошка (зенкер). Следует иметь в виду, что такой зенкер – это не зенковка, посредством которой осуществляют зенкование.
Специалисты, профессионально занимающиеся ремонтом двигателей автомобилей, стараются сразу приобрести набор шарошек для ГБЦ (головки блока цилиндров). В таком наборе шарошек для клапанов есть инструменты с различными геометрическими параметрами, что позволяет оптимально подобрать их для двигателя автомобиля определенной марки.
Для приведения седел клапанов в нужную форму потребуется шесть зенкеров: три для выпускного и три для впускного клапанов
В том случае, если отремонтировать двигатель своего автомобиля вы решили своими руками, не обязательно приобретать набор шарошек, можно купить один зенкер, параметры которого точно соответствуют характеристикам ДВС вашего транспортного средства.
Такой инструмент для ремонта седел клапанов, как шарошка, работает по принципу фрезы, снимая с седла клапана образовавшийся нагар и тонкий слой металла. Оснащенная твердосплавными режущими зубьями, расположенными на конусной рабочей части, шарошка крепится на оправку, для чего в ее корпусе имеется специальное отверстие. Угол, под которым выполнена рабочая часть шарошки, может находиться в интервале 15–60°. Именно такой угол является основным параметром инструмента, используемого для прирезки седел клапанов.
Шарошка вращается с помощью ключа с шестигранным отверстием, обеспечивающим легкую и точную установку
Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
Обработка рабочей фаски седла шарошкой с углом в 45 градусов
Следует иметь в виду, что на седле клапана необходимо обработать три фаски: верхнюю, рабочую и нижнюю. Для обработки каждой из таких фасок используется свой зенкер, имеющий определенный угол наклона режущей части.
Схема обработки седла клапана (на примере двигателя ВАЗ)
Так выглядит фаска седла на различных стадиях работы
Для обеспечения максимально плотного контакта головки клапана с рабочей поверхностью седла после обработки зенкером необходимо выполнить их притирку. Такая операция, для осуществления которой используется абразивная паста, часто проводится вручную. Чтобы выполнить ее быстрее и с минимальными трудозатратами, можно использовать инструмент для притирки клапанов, в качестве которого может выступать обычная дрель.
В том случае, если выполняется не восстановление, а замена седла клапана, и при этом на новые заменяются и сами клапаны, процедуру притирки сопрягаемых поверхностей можно не выполнять.
Седло клапана что это такое
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.

Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.

Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Ремонт и Доработка» на DRIVE2
всем привет! раскажу про седла клапанов !
для тех кто любит фотки их не будет сегодня
а будет море букаф !
Перекос седла клапана
В случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня. Отломившаяся головка, попав в пространство между головкой блока цилиндров и поршнем, обычно разрушает поршень.
Ударное закрывание клапана приводит к ускоренному износу рабочей фаски клапана и седла клапана и их усталостному разрушению. Причиной ударного закрывания клапана может быть чрезмерный тепловой зазор в клапанном механизме с механическим толкателем клапана или выход из строя гидравлического толкателя. При избыточном зазоре профиль кулачка уже не может смягчить посадку клапана в седло и клапан получает возможность ударяться об него. Избыточный зазор может быть вызван также износом деталей, например, кулачка распределительного вала, подошвы толкателя клапана, концов штанги толкателя, шарнирной стойки клапанного коромысла и верхушки стержня клапана. При слабой или сломанной пружине нарушается контакт клапана с кулачком и он получает возможность бесконтрольно ударяться об седло. Гидравлические толкатели в случае бесконтрольного болтания клапанов реагируют на это, выдвигаясь вверх, тем самым уменьшая повреждения клапанов от ударов.
Ударный разлом сидла может возникнуть под головкой клапана или в канавках стержня, в которых стоят сухарики, удерживающие опорную тарелку пружины. Линия разлома расходится от точки его возникновения в обе стороны по окружности разлома. Ударное разрушение клапана может привести к тому, что головка клапана упадет в камеру сгорания. В большинстве случаев при этом происходит разрушение поршня до того.
Большой пробег двигателя
Результатом большого пробега двигателя является чрезмерный износ стержня клапана, направляющей втулки, головки клапана и седла. Выработанные клапаны обычно покрыты плотным слоем нагара. Но при этом клапаны могут нормально сидеть в седлах и не иметь трещин или обгораний.
При недостаточной смазке стержни заедают. Заедающий стержень клапана на короткое время прикипает к направляющей втулке, когда клапан закрыт. Когда клапан открывается под действием внешней силы, этот контакт разрывается. При этом от направляющей втулки отрываются частицы металла, впечатываясь в поверхность стержня клапана. Пример такого клапана, стержень которого сильно ободран. В процессе работы двигателя металлические наросты на поверхности стержня клапана царапают поверхность направляющей втулки, создавая на ней задиры. Скоро клапан заклинивается в направляющей втулке, теряет подвижность, и цилиндр становится неработоспособным. В этом случае как клапан, так и направляющая втулка, подлежат замене.
Часто возникают повреждения верхушек стержней клапанов. Такие повреждения можно увидеть, не вынимая клапаны из головки блока. Повреждения в ряде случаев возникают из-за быстрого поворота клапана при его открывании. Из-за этого на верхушке стержня клапана со временем появляются кольцеобразные следы износа. Хотя в некоторых конструкциях клапаны вообще не вращаются. У таких клапанов верхушки стержней изнашиваются в направлении движения клапанного коромысла или толкателя клапана.
Пружины клапанов
Пружины клапанов, фотоЗакрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается. При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски.
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Проверка качества
Пружина закрывает клапан седла, открытый кулачком распределительного вала. Она должна тянуть клапан строго вдоль оси, чтобы обеспечить плотную его посадку в седло и предотвратить износ стержня и направляющей втулки клапана. Следовательно, необходимо чтобы пружина была прямой и обеспечивала определенную силу прижима. Для проверки соосности витков пружину клапана устанавливают на плоской поверхности и, приставив к ее боковой стороне угольник, вращают вокруг оси. Вершина пружины не должна отклоняться от кромки угольника более чем на 1/16 дюйма или 1,6 мм. Только прошедшие эту проверку пружины проверяются на силу сжатия. Кривые пружины подлежат замене. При проверке пружины на силу сжатия анти резонансный демпфер пружины должен быть удален из нее. Для измерения используется измеритель упругости пружин клапанов. Один из распространенных вариантов такого устройства, дающий прямой отсчет силы сжатия. В другом варианте такого устройства для измерения используется рычажная конструкция с динамометрическим ключом. Пружины клапанов проверяются по следующим параметрам:
Высота пружины в свободном состоянии (не сжатой) [не должна отличаться от значения, установленного в технических требованиях более чем на 1/16 (0,060) дюйма].
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению закрытого клапана.
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению максимально открытого клапана.
В большинстве технических требований допустимые отклонения от установленных значений составляют плюс/минус 10%.
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Шлифовка рабочей фаски клапана
Шлифовка рабочей фаски клапана, шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-воздушной смеси на пониженных оборотах двигателя, в то же время она улучшит заполнение цилиндра смесью, особенно в те моменты, когда клапан не полностью открыт.
Снимите фаску или скруглите ребро пояска на лицевой стороне головки клапана — это обеспечит увеличение притока смеси в цилиндр.
Рабочая фаска клапана шлифуется на специальном шлифовальном станке. Перед выполнением этой операции необходимо прошлифовать верхушку стержня клапана и снять с нее фаску. Во многих типах шлифовальных станков торец стержня клапана используется для центровки клапана при шлифовании. Если торец стержня скошен по отношению к ею оси, рабочая фаска клапана может быть испорчена при шлифовке. После шлифовки верхушки стержня клапана шлифовальная головка выставляется в соответствии с углом рабочей фаски, указанным производителем автомобиля. Шлифовальный камень правится — с помощью специального алмазного карандаша с рабочей поверхности камня удаляются малейшие неровности. Стержень клапана зажимается в патроне станка как можно ближе к галтели (к месту плавного перехода стержня в головку) клапана — во избежание его вибрирования. Включается привод патрона, приводящий во вращение клапан. Включается привод шлифовальной головки. Напор потока смазочно-охлаждающей жидкости регулируется таким образом, чтобы он смывал сошлифованный металл, но при этом не создавал брызг. Вращающаяся шлифовальная головка плавно подводится к рабочей фаске вращающегося клапана. Клапан движется вперед-назад вдоль рабочей поверхности шлифовального камня и выполняется тонкая шлифовка поверхности рабочей фаски. Клапан не выходит за край рабочей поверхности шлифовального камня. Он шлифуется ровно настолько, чтобы восстановить качество поверхности рабочей фаски. Ширина пояска выпускного клапана после завершения шлифовки рабочей фаски должна остаться не меньшей 0,030 дюйма (0,8 мм).
Чтобы вам было легче представить себе, как выглядит поясок шириной 0,030 дюйма — это соответствует примерно 1/32 дюйма или ширине пояска монеты в десять центов.
Впускные клапаны, как правило, работают удовлетворительно при ширине пояска меньше 0,030 дюйма. Некоторые производители автомобилей допускают использование впускных клапанов с пояском шириной не менее 0,005 дюйма. Приступая к техническому обслуживанию клапанного механизма обязательно ознакомьтесь с технической документацией производителя на данный двигатель.
Седло клапана
Седла клапанов отвечают за три основных функции: обеспечивают герметичность в закрытом положении, обеспечение оптимального воздушного потока, когда клапан открывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть достаточно твердыми, чтобы выполнять основные функции достаточно длительный период, достаточно мягкими, чтобы предотвратить повреждение клапана, и иметь достаточную теплопроводность для отвода тепла от клапана.
Расположение и высота седла клапанов в головке блока цилиндров является определяющим фактором для достижения правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты посадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего двигателя составляет 11.25:1, но на самом деле из-за разности посадки клапанов изменился объем камеры сгорания и теперь степень сжатия может быть в пределах от 11.15:1-11.37:1. На практики такая разность в камере сгорания плохо сказывается на производительности двигателя, разное наполнение горючей смесью, сильно проточенные в результате ремонта седла просаживают клапан очень глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко располагается относительно камеры сгорания, об этом я немного писал в предыдущей статье Дефектовка клапанов, лучше заменить седло, но есть вариант переточить его под больший диаметр клапана, это позволит вернуть исходное положение, но соответственно появляется необходимость в подходящем клапане. Тут уже можно использовать специальные тюнинг клапаны, в продаже можно найти высоко производительные и имеющие специальные напыления, о таких клапанах я напишу в следящей статье. Обдумывая замену седла можно присмотреться к разным материалам, в зависимости от ваших целей. Седла изготавливаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый металл.
Как извлечь седло клапана
Много разговоров в сети как это делать и способов не меньше. Приведу пример как быстро и качественно, без повреждения головки вынуть седло клапана и для этого понадобится старый клапан и сварочный аппарат.
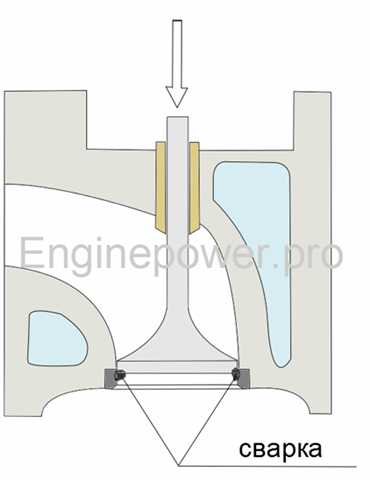
Глядя на картинку все становится понятным.
Берем старый клапан и протачиваем его тарелку до внутреннего диаметра седла, вставляем его в направляющую и утапливаем почти до самого края седла, не доходя примерно 2-3 мм. Заклеиваем каналы охлаждения с боков головки если таковые имеются, устанавливаем головку горизонтально камерами сгорания вверх и наливаем холодную воду в рубашку охлаждения. Это следует сделать обязательно потому что мы будем пользоваться сваркой и это неизбежно будет нагревать камеру сгорания что может привести к ее деформации. Прихватываем в нескольких местах вставленный клапан. Нет необходимости капитально сваривать детали, это только увеличит вероятность деформации и потом сложнее будет отделить наш проточенный клапан, который пригодится для следующего седла. И так клапан приварен и остается только выбить его молотком с обратной стороны после того как все остынет, кто боится слова «молоток», могут плавно выпрессовать нехитрыми приспособлениями. Если седла изготовлены из сплава, например бериллий-медь, то сварка становится мало вероятна. В таком случае чтобы не утруждаться вытачиванием седла на станке, что не всегда доступно, можно нарезать резьбу на седле большим метчиком и также нарезать резьбу на подходящей толстостенной трубе заблаговременно приварив к ней клапан в районе резьбы и таким же образом выбить.
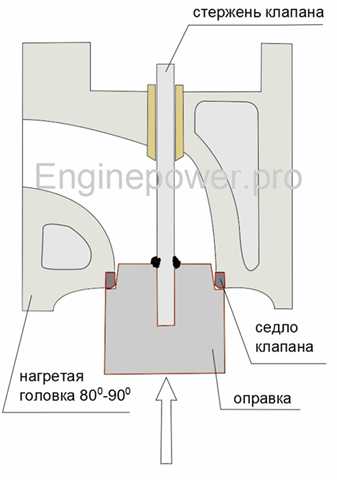
Установка седла клапана
Натяг седел клапанов. Для установки в алюминиевые головки блока цилиндров, натяг (разница в диаметрах) должен быть в следующем диапазоне:
Чугунные/порошковые 0.08-0.12 мм
Бериллий медь 0.10-0.11 мм
Установка седла намного проще чем его демонтаж, изготавливается подходящая оправка по диаметру седла, направляющей для центровки, послужит так же старый клапан, головка блока предварительно очищается и нагревается до 80-90 градусов, в несколько движений молотком быстро запрессовывается седло.
Разберемся какие седла с какими клапанами используются и для чего это нужно.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень теплообмена, обладает высоким сопротивлением усталости и износу при высоких температурах. Бериллий медь обеспечивает лучшую тепло передачу, чем, скажем, бронзы или железа. Недавно был разработан медно-никелевый сплав, возможно даже лучше, чем бериллий-медь. Это было сделано во многом из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, поэтому возникает необходимость в седле способного быстро отводить тепло.
Твердые сплавы как стеллит, хром подходят для большинства случаев, но это не лучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и адаптируются производителями по теплопроводности всё же возникает сложность в их обработке.
Седло клапана и с чем его едят (2) — Лада 21099, 2.0 л., 1999 года на DRIVE2
Сужение седла клапана
Сужение седла клапана, После шлифовки ширина седла клапана возрастает. Седло клапана необходимо сузить так, чтобы оно надлежащим образом контактировало с рабочей фаской клапана. Седло обрабатывается с помощью шлифовального камня, заправленного под углом на 15 градусов меньшим, чем посадочный угол седла. При этом верхний обрез седла опускается ниже. Для того, чтобы определить, насколько необходимо сузить седло, измеряется максимальный диаметр рабочей фаски клапана специальным циркулем.
После измерения ножки циркуля сводятся на 1/16 дюйма уже измеренного максимального диаметра рабочей фаски — с учетом необходимого минимального вылета клапана. Седло либо проверяется с помощью настроенного таким образом измерительного циркуля либо измеряется с помощью штангенциркуля с циферблатным нониусом, и затем обрезается, при необходимости, путем шлифования короткими циклами до диаметра, соответствующего установленному раствору ножек измерительного циркуля. После этого измеряется ширина седла. Если седло все еще слишком широкое, то его сужают путем расширения канала впускного окна с помощью шлифовального камня с 60-градусным углом наклона рабочей поверхности. В ходе этой обработки металл снимается со стенок канала под седлом, со стороны впускного окна, при этом происходит подъем нижнего обреза седла. Обработка выполняется короткими циклами до тех пор, пока седло не сузится до заданной ширины.
Общепринятые значения ширины седел приведены ниже:
Для впускных клапанов: 1/16 дюйма или 0,0625 дюйма (примерно соответствует толщине пятицентовой монеты) (1,5 мм).
Для выпускных клапанов: 3/32 дюйма или 0,0938 дюйма (примерно соответствует суммарной толщине пятицентовой и десятицентовой монет) (2,4 мм).
Седло клапана
Готовое седло клапана необходимо проверить с помощью клапана, который будет установлен в нем. Это можно сделать, нанеся фломастерным маркером на поверхность рабочей фаски седла по ее периметру четыре- пять меток. Затем клапан вставляется в седло до упора. Клапан поворачивают в седле на 20-30 градусов и затем вынимают из него. Качество восстановления седла оценивается по стертости меток на поверхности рабочей фаски в местах ее контакта с клапаном. Шлифовка седел клапанов считается завершенной после того, как все седла отшлифованы и доведены до необходимой ширины.
Обработка 45-градусного седла с помощью 30-градусного шлифовального камня приводит к опусканию верхнего обреза седла и его сужению.
Обработка седла с помощью 60-градусного шлифовального камня приводит к подъему нижнего обреза седла и его сужению.
Обработка седла с помощью 45-градусного шлифовального камня приводит к расширению седла.
Некоторые автомеханики предпочитают использовать для восстановления седел клапанов вместо шлифовальных камней специальные фрезы. С помощью специальных фрез механическая обработка седел, обеспечивающая необходимое качество поверхности, выполняется намного быстрее, чем при использовании шлифовальных камней.
Фреза для восстановления седел клапанов представляет собой головку, в которой закреплено под необходимыми углами множество режущих пластин. Рабочий угол фрезы обычно устанавливается с учетом угла натяга, чтобы к обработанным такой фрезой седлам подходили новые клапаны со стандартными углами рабочей фаски и их не требовалось перешлифовывать под восстановленные седла. Фрезы, в отличие от шлифовальных камней, не нуждаются в правке. Фрезерная головка надевается на направляющий стержень (пилот) таким же образом, как держатель шлифовального камня. Фреза вращается вручную или специальным приводом с понижающим редуктором. В процессе фрезерования образуется только металлическая стружка. Обработанное седло проверяется на соосность с направляющей втулкой и на соответствие рабочей фаске клапана с помощью маркировки фломастерным маркером, как это описано выше.
Испытания седел клапанов
После восстановления рабочих фасок клапанов, направляющих втулок и седел, необходимо проверить клапаны на плотность контакта с седлом и убедиться, что обеспечена концентричность седел с рабочими фасками клапанов.
Для проверки соосности рабочей фаски клапана по отношению к седлу и плотности контакта клапана с седлом используются различные методы испытаний:
При испытаниях клапанов на герметичность, в канале впускного и/или выпускного окна создается разрежение с помощью вакуумного насоса, соединенного с окном через резиновую уплотнительную прокладку. Хороший контакт клапана с седлом обеспечивает сохранение разрежения при снижении давления как минимум до 28 дюймов ртутного столба. Этот метод позволяет также проверить на утечку направляющие втулки. Для этого в направляющие втулки по периметру отверстий вливается немного масла. Если при этом разрежение возрастет, то это свидетельствует о том, что зазор между стержнями клапанов и направляющими втулками, возможно, слишком велик.
Окна головки блока цилиндров, или камера сгорания, заполняются уайт-спиритом или другой подходящей жидкостью. При хорошей герметичности контакта клапана с седлом утечки жидкости не должно происходить по крайней мере в течение 45 с.
Качество контакта клапана с седлом может быть проверено путем создания повышенного давления в камере сгорания и контроля утечки воздуха через седло клапана .
Замена седла клапана своими руками
Замена седла клапана, фотоЗамена седла клапана своими руками. Седла клапанов подлежат замене в случае их растрескивания или в случае чрезмерного обгорания или эрозии, когда их уже невозможно восстановить. В ряде случаев решение о необходимости замены седла принимается только после того, как попытка восстановить его оказывается неудачной. Поврежденные вставные седла клапанов вынимаются и их посадочные гнезда обрабатываются под ремонтные вставки увеличенного диаметра. Поврежденные встроенные седла клапанов растачиваются и на их месте делаются посадочные места под новые вставные седла.
Старое вставное седло удаляется разными способами. Его можно выщелкнуть из посадочного гнезда, поддев маленькой монтировкой. Иногда для облегчения этой операции старое седло растачивают, чтобы сделать его более податливым. Будьте осторожны — растачивая седло, не повредите само посадочное гнездо. Иногда для удаления съемных седел используется съемник с раздвижными крючкообразными захватами. Еще один способ описан в заметке хитрый прием, облегчающий удаление вставного седла. Перед установкой нового, ремонтного, седла, которое имеет больший диаметр, посадочное гнездо необходимо очистить. Ремонтные вставные седла садятся в посадочное гнездо с натягом в 0,002-0,003 дюйма (0,05-0,07 мм). Очистка и доработка посадочных гнезд под ремонтные седла осуществляется на том же оборудовании, которое используется для замены встроенных седел клапанов вставными седлами — оно описывается в следующем параграфе.
Технические требования
Быстро и легко удалить вставное седло клапана можно с помощью паяльника для пайки микропровода в среде инертного газа — MIG (microware inert gas) welder. Вынув клапан, нанесите шов припоя по краю вставного седла, прилегающему к стенке посадочного гнезда. Когда шов остынет, он сожмется и вставку можно будет легко вынуть из головки блока цилиндров.
В случае треснувших и сильно обгоревших встроенных седел головку цилиндра часто удается отремонтировать, заменив их вставными. Все трещины в головке должны быть отремонтированы до того, как встроенное седло будет растачиваться. Сначала необходимо выбрать ремонтное вставное седло, имеющее требуемый внутренний и внешний диаметр, а также требуемую толщину. Производители ремонтных комплектов седел предоставляют таблицы, по которым выбирается подходящая ремонтная вставка седла. При замене вставного седла новое седло должно быть из материала того же, или более высокого сорта, чем старое. Рабочие температуры вставных седел выпускных клапанов выше на 100°-150°Ф (56°-183°С) чем рабочие температуры встроенных седел, которые доходят до 900°Ф (480°С). Для того чтобы срок службы ремонтных седел и клапанов был не меньше, чем у заменяемых деталей, одни должны быть изготовлены из более качественных материалов.
Выпускаемые ремонтные вставки седел клапанов изготавливаются из различных материалов, в том числе из:
чугуна
нержавеющей стали
никелево-кобальтового сплава
порошкового металла
Режущий инструмент для изготовления посадочного гнезда выбирается по наружному диаметру ремонтной вставки. Диаметр расточки посадочного гнезда должен быть меньше наружного диаметра вставного седла. Резцедержатель закрепляется на направляющем стержне, подобранном по размеру отверстия в направляющей втулке клапана. Привод подачи резцедержателя завинчивается так, чтобы оставалось достаточное количество витков для правильной подачи резца в обрабатываемую головку Собранный узел устанавливается в направляющей втулке клапана так, чтобы режущий инструмент опирался на растачиваемое седло.
Между опорным кондуктором и стопорным кольцом вставляется ремонтная вставка седла. Стопорное кольцо регулируется по ремонтной вставке седла таким образом, чтобы подача резца прекратилась, когда расточка посадочного гнезда достиг нет
Седло клапана и с чем его едят (1) — Лада 21099, 2.0 л., 1999 года на DRIVE2
Перекос седла клапана
В случае нарушения соосности клапана головка клапана седла неизбежно искривляется при каждом опускании в седло. При чрезмерном искривлении или изгибе происходит усталостное разрушение стержня клапана и головка отламывается от него. Линия разлома расходится от точки возникновения усталостной трещины дугообразно в обе стороны по окружности стержня. Отломившаяся головка, попав в пространство между головкой блока цилиндров и поршнем, обычно разрушает поршень.
Ударное закрывание клапана приводит к ускоренному износу рабочей фаски клапана и седла клапана и их усталостному разрушению. Причиной ударного закрывания клапана может быть чрезмерный тепловой зазор в клапанном механизме с механическим толкателем клапана или выход из строя гидравлического толкателя. При избыточном зазоре профиль кулачка уже не может смягчить посадку клапана в седло и клапан получает возможность ударяться об него. Избыточный зазор может быть вызван также износом деталей, например, кулачка распределительного вала, подошвы толкателя клапана, концов штанги толкателя, шарнирной стойки клапанного коромысла и верхушки стержня клапана. При слабой или сломанной пружине нарушается контакт клапана с кулачком и он получает возможность бесконтрольно ударяться об седло. Гидравлические толкатели в случае бесконтрольного болтания клапанов реагируют на это, выдвигаясь вверх, тем самым уменьшая повреждения клапанов от ударов.
Ударный разлом сидла может возникнуть под головкой клапана или в канавках стержня, в которых стоят сухарики, удерживающие опорную тарелку пружины. Линия разлома расходится от точки его возникновения в обе стороны по окружности разлома. Ударное разрушение клапана может привести к тому, что головка клапана упадет в камеру сгорания. В большинстве случаев при этом происходит разрушение поршня до того.
Большой пробег двигателя
Результатом большого пробега двигателя является чрезмерный износ стержня клапана, направляющей втулки, головки клапана и седла. Выработанные клапаны обычно покрыты плотным слоем нагара. Но при этом клапаны могут нормально сидеть в седлах и не иметь трещин или обгораний.
При недостаточной смазке стержни заедают. Заедающий стержень клапана на короткое время прикипает к направляющей втулке, когда клапан закрыт. Когда клапан открывается под действием внешней силы, этот контакт разрывается. При этом от направляющей втулки отрываются частицы металла, впечатываясь в поверхность стержня клапана. Пример такого клапана, стержень которого сильно ободран. В процессе работы двигателя металлические наросты на поверхности стержня клапана царапают поверхность направляющей втулки, создавая на ней задиры. Скоро клапан заклинивается в направляющей втулке, теряет подвижность, и цилиндр становится неработоспособным. В этом случае как клапан, так и направляющая втулка, подлежат замене.
Часто возникают повреждения верхушек стержней клапанов. Такие повреждения можно увидеть, не вынимая клапаны из головки блока. Повреждения в ряде случаев возникают из-за быстрого поворота клапана при его открывании. Из-за этого на верхушке стержня клапана со временем появляются кольцеобразные следы износа. Хотя в некоторых конструкциях клапаны вообще не вращаются. У таких клапанов верхушки стержней изнашиваются в направлении движения клапанного коромысла или толкателя клапана.
Пружины клапанов
Пружины клапанов, фотоЗакрытые клапаны удерживаются в седлах пружинами. Один конец пружины, надетой на стержень, упирается в головку блока цилиндров. Другой конец сжатой пружины удерживается на стержне с помощью опорной тарелки и замка (сухариков).
Обычно в клапанных узлах используются одиночные недорогие пружины. Пружины изготавливаются, как правило, из хромисто-ванадиевой стали. Когда одной пружины для управления клапаном недостаточно, к ней добавляются другие элементы. Пружины с переменной жесткостью обладают повышенным сопротивлением сжатию, когда клапан находится в открытом положении. Это достигается тем, что на конце пружины, обращенном к головке блока цилиндров, витки навиваются с уменьшенным шагом. Витки с уменьшенным шагом также лучше гасят резонансные колебания, которым подвержена пружина с равномерным шагом витков. Снижению износа седла клапана способствует амортизатор. В некоторых конструкциях внутри пружины установлен ленточный спиральный демпфер. Он ослабляет резонансные колебания пружины и увеличивает в определенной степени ее жесткость. Обычная пружина клапана при сжатии скручивается. При посадке клапана в седло пружина вызывает небольшой, но имеющий важное значение, поворот клапана вокруг его оси. Поворот клапана позволяет обеспечить равномерность износа по периметру рабочей фаски.
В случае, когда требуется большая высота подъема клапана и одиночная пружина оказывается уже недостаточно мощной для управления клапаном, используются составные пружины. В составных пружинах спирали намотаны навстречу друг другу. Это делается для подавления резонансных колебаний пружины и предотвращения избыточного поворота клапана.
Проверка качества
Пружина закрывает клапан седла, открытый кулачком распределительного вала. Она должна тянуть клапан строго вдоль оси, чтобы обеспечить плотную его посадку в седло и предотвратить износ стержня и направляющей втулки клапана. Следовательно, необходимо чтобы пружина была прямой и обеспечивала определенную силу прижима. Для проверки соосности витков пружину клапана устанавливают на плоской поверхности и, приставив к ее боковой стороне угольник, вращают вокруг оси. Вершина пружины не должна отклоняться от кромки угольника более чем на 1/16 дюйма или 1,6 мм. Только прошедшие эту проверку пружины проверяются на силу сжатия. Кривые пружины подлежат замене. При проверке пружины на силу сжатия анти резонансный демпфер пружины должен быть удален из нее. Для измерения используется измеритель упругости пружин клапанов. Один из распространенных вариантов такого устройства, дающий прямой отсчет силы сжатия. В другом варианте такого устройства для измерения используется рычажная конструкция с динамометрическим ключом. Пружины клапанов проверяются по следующим параметрам:
Высота пружины в свободном состоянии (не сжатой) [не должна отличаться от значения, установленного в технических требованиях более чем на 1/16 (0,060) дюйма].
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению закрытого клапана.
Соответствие техническим требованиям усилия сжатия пружины до размера, соответствующего положению максимально открытого клапана.
В большинстве технических требований допустимые отклонения от установленных значений составляют плюс/минус 10%.
Замок клапана
Замок (сухарики) клапана устанавливается на верхнем конце стержня клапана для того, чтобы удерживать пружину. Внутренняя поверхность разрезного замка покрыта канавками и выступами — имеется множество вариантов конструкций, в зависимости от требований, предъявляемых к надежности фиксации замка. Внешняя форма разрезного замка соответствует коническому гнезду в центре опорной тарелки пружины клапана.
В конструкции некоторых типов опорной тарелки пружины клапана предусмотрены встроенные механизмы поворота клапана.
Механизмы принудительного поворота — заставляют клапан совершать поворот. В одной из конструкций такого механизма используются стальные шарики в гнездах с наклонными стенками. При открывании клапана шарики сдвигаются вдоль наклонных стенок гнезд, заставляя клапан поворачиваться.
В другой конструкции используется витая пружина. При открывании клапана виток сплющивается, вызывая поворот опорной тарелки пружины в обойме. Тарелки пружины с механизмом поворота клапана стоят дороже простых, поэтому используются только в том случае, если желательно увеличить эксплуатационный ресурс двигателя.
Шлифовка рабочей фаски клапана
Шлифовка рабочей фаски клапана, шлифовальные станки, предназначенные для шлифовки клапанов, имеют свои определенные особенности. Смазку, настройку и эксплуатацию станка необходимо осуществлять в строгом соответствии с правилами, указанными в руководстве по эксплуатации на конкретный станок. Ниже приведены общие правила эксплуатации шлифовального оборудования.
Стандартная шлифовка клапана заключается в шлифовании рабочей фаски клапана для ее выравнивания и шлифовании стержня клапана для восстановления надлежащей его высоты. Но с помощью двух хитрых шлифовок можно немного увеличить пропускную способность клапана.
Установите шлифовальный камень под углом 30° (в случае 45-градусной рабочей фаски) и прошлифуйте переходный участок между рабочей фаской и стержнем клапана. Хотя эта операция может привести к некоторому (нежелательному) снижению степени турбулизации топливно-во
СЕДЛО КЛАПАНА — это. Что такое СЕДЛО КЛАПАНА?
поверхность, к к-рой прилегает клапан в своем закрытом состоянии Ширина этой поверхности д. б. по возможности малой, но без ущерба для плотности к-рая достигается притиркой клапана к С. к Поверхность прилегания делается либо в самом корпусе прибора, либо с торца особой втулки, вставляемой в корпус и наз. втулкой клапана.
Технический железнодорожный словарь. — М.: Государственное транспортное железнодорожное издательство. Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров. 1941.
- СЕВЕРО-ДОНЕЦКАЯ Ж. Д.
- СЕЙСМИЧЕСКАЯ ЗОНА
Смотреть что такое «СЕДЛО КЛАПАНА» в других словарях:
седло (клапана) — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN seating … Справочник технического переводчика
седло клапана — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999 г.] Тематики электротехника, основные понятия EN seat cage … Справочник технического переводчика
седло шарового клапана — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN ball seat … Справочник технического переводчика
гнездо клапана — седло клапана конус клапана — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы седло клапанаконус клапана EN valve cone … Справочник технического переводчика
гнездо насосного клапана — седло клапана — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы седло клапана EN valve seat … Справочник технического переводчика
сила уплотнения клапана — 1.3.2.7 сила уплотнения клапана: Сила, действующая на седло клапана в закрытом положении. Источник … Словарь-справочник терминов нормативно-технической документации
усилие уплотнения клапана — 1.3.2.4 усилие уплотнения клапана: Сила, действующая на седло клапана, когда он находится в закрытом положении. Источник: ГОСТ Р 51983 2002: Устройств … Словарь-справочник терминов нормативно-технической документации
Керноотборный снаряд — (a. core sampler; н. Kernheber; ф. carotteur, carottier; и. equipo para recuperacion de testigos, equipo para extraccton de testigos, equipo para extraer de muestras) устройство для отбора керна в процессе бурения. K. c. опускают в… … Геологическая энциклопедия
Поилка — автоматическая (автопоилка), автоматически действующее устройство для поения с. х. животных, которое позволяет им пить воду в любое время суток в нужном количестве. Различают П. индивидуальные и групповые. Индивидуальные П. (рис … Большая советская энциклопедия
ГОСТ Р 51983-2002: Устройства многофункциональные регулирующие для газовых аппаратов. Общие технические требования и методы испытаний — Терминология ГОСТ Р 51983 2002: Устройства многофункциональные регулирующие для газовых аппаратов. Общие технические требования и методы испытаний оригинал документа: 1.3.1.2 автоматический запорный клапан: Клапан, открывающийся при начале подачи … Словарь-справочник терминов нормативно-технической документации
Авторская статья «Разрушилось седло клапана» на сайте инженерной-технологической компании Механика
Разрушение седел клапанов – достаточно распространенный дефект головок цилиндров автомобильных двигателей. Не рассматривая отдельно причины возникновения этого дефекта, следует отметить, что чаще всего мы имеем дело с разрушением и седел клапанов, и самих клапанов.
При этом, как правило, наблюдаются значительные повреждения, как головок цилиндров, так и деталей цилиндропоршневой группы – поршней и цилиндров. Причем повреждения могут иметь детали и других цилиндров, а не только того, в котором произошли разрушения. Это связано с попаданием фрагментов разрушившихся деталей из поврежденного цилиндра через впускной тракт двигателя в другие цилиндры.
В зависимости от степени повреждения деталей восстановление работоспособного состояния двигателей производится либо путем замены вышедших из строя деталей, либо путем их ремонта.
Наряду с этим, как показывает практика, не всегда должное внимание уделяется тщательной очистке впускного тракта двигателя от фрагментов разрушившихся деталей – седел клапанов, клапанов. В результате чего после запуска двигателя не удаленные из впускного тракта фрагменты разрушившихся деталей попадают в цилиндры и приводят к возникновению забоин на поверхностях головки цилиндров, днищ поршней, тарелках клапанов, к деформации клапанов в одном или нескольких цилиндрах. Вследствие деформации клапанов нарушается плотность прилегания их к седлам и снижается компрессия в одном или более цилиндрах.
Несвоевременное устранение неисправности в подавляющем большинстве случаев приводит к более значительным повреждениям двигателей. В качестве поучительного примера может служить история ремонта головки цилиндров двигателя MAN D2066 LF01.
Проблема, с которой обратился заказчик при предъявлении головки цилиндров, – пониженная компрессия в 4-ом цилиндре. Уместно отметить, что головка цилиндров ранее подвергалась ремонту с заменой седел выпускных клапанов 6-го цилиндра, «правкой» фасок всех седел клапанов и заменой полного комплекта клапанов.
На момент обращения пробег автомобиля после установки отремонтированной головки цилиндров на двигатель составил 5 тыс. км.
При внешнем осмотре головки цилиндров были обнаружены множественные забоины ее «привалочной» поверхности в зоне расположения 6-го цилиндра – последствия разрушения седел клапанов, из-за чего, собственно, и ремонтировалась ранее головка цилиндров. Множественные забоины «привалочной» поверхности головки выявлены также в зоне расположения 4-го цилиндра. Следы ударов твердыми мелкими предметами в виде забоин присутствуют и на тарелках выпускных клапанов (фото 1) этого цилиндра. Сами тарелки имеют неплотное прилегание к седлам клапанов.

Фото 1. Следы ударов на тарелках клапанов
Проверка геометрии демонтированных из головки цилиндров выпускных клапанов 4-го цилиндра показала, что клапана деформированы (изогнуты) — биение запорной фаски тарелки клапана относительно стержня у одного клапана 0,40 мм, у другого – 1,55 мм. Кроме того, на обоих седлах выпускных клапанов видны односторонние лунки — следы многократных ударов по ним тарелок деформированных клапанов.
Следы ударов твердыми мелкими предметами обнаружены также и на одном выпускном клапане 6-го цилиндра. При контроле его геометрии выявлено биение фаски тарелки клапана 0,10 мм.
Множественные забоины присутствуют и на днище представленного для осмотра поршня 4-го цилиндра (фото 2).

Фото 2. Повреждения поршня 4-го цилиндра
Помимо этого, на днище поршня видны следы соударения его с клапанами,
головка поршня имеет значительные разрушения (выгорание), местами доходящие
до упрочняющей вставки канавки верхнего компрессионного кольца, упрочняющая
вставка частично разрушена. На жаровом поясе и юбке поршня – грубые задиры.
Что же могло послужить причиной таких повреждений деталей?
Прежде всего, обращают на себя внимание многочисленные забоины на головке
цилиндров, тарелках клапанов и днище поршня. Как показывает практика,
подобные повреждения деталей наблюдаются обычно при попадании в
надпоршневое пространство инородных тел в виде фрагментов разрушившихся
деталей двигателя (поршневых колец, седел клапанов, форкамер и т.п.).
В случае попадания их между поршнем и тарелкой клапана, когда поршень
приближается к ВМТ, а выпускной клапан еще полностью не закрыт, происходит
удар поршня по тарелке клапана. В результате удара клапан деформируется,
что приводит к нарушению плотности его прилегания к седлу клапана и, соответственно,
к снижению компрессии в цилиндре. Чаще всего это происходит в каком-то отдельном цилиндре.
Характер повреждений поступившей в ремонт головки цилиндров в полной мере согласуется с подобным
«сценарием» их возникновения.
Наличие лунок на седлах выпускных клапанов 4-го цилиндра
дает основания предположить, что деформация выпускных
клапанов этого цилиндра произошла уже на ранней стадии
эксплуатации двигателя после его ремонта. В дальнейшем
двигатель продолжал работать уже при не плотно прилегающих
выпускных клапанах 4-го цилиндра. Это предположение подтвердилось
при собеседовании с владельцем автомобиля, в ходе которого выяснилось,
что неустойчивая работа двигателя наблюдалась практически сразу же после его ремонта.
Более того, при пробеге автомобиля около 50 км в независимом автоцентре была
проверена компрессия в цилиндрах двигателя, которая составила в 1,2,3,5,6-ом
цилиндрах – 3,2?3,6 МПа, в 4-ом цилиндре – 1,2 МПа.
Тем не менее «специалисты», выполнявшие ремонт двигателя, порекомендовали
владельцу автомобиля продолжить его эксплуатацию, мотивируя тем, что для
приработки деталей двигателя нужно некоторое время, после чего
«компрессия придет в норму». Не вполне ясно, чем руководствовался владелец
автомобиля, однако автомобиль из ремонта он забрал и . отправился в дальнюю дорогу.
Как и следовало ожидать, последствия такого «керосинового ремонта»
проявились достаточно скоро – упала мощность двигателя, двигатель стал «сапунить»,
резко возрос расход масла.
Последовавшая затем разборка двигателя позволила
выявить указанные выше дефекты головки цилиндров, клапанов и
поршневой группы 4-го цилиндра. Характер дефектов этих деталей
свидетельствует, что отказ поршневой группы 4-го цилиндра и,
соответственно, перечисленные неисправности двигателя обусловлены
произошедшими на начальном этапе работы повреждениями выпускных клапанов.
Вследствие неплотного прилегания клапанов к седлам снизилась компрессия в цилиндре,
что привело к задержке воспламенения топливовоздушной смеси и неконтролируемому
ее сгоранию /1,2,3/. В результате на отдельных участках создалась температура,
превышающая температуру плавления материала поршня, и произошло оплавление и разрушение головки поршня.
При попадании расплавленного металла между поршнем и цилиндром на жаровом поясе и юбке
поршня образовались задиры.
Таковы печальные, но, в общем-то, закономерные результаты недооценки требований
к качеству очистки деталей и не принятия оперативных мер по устранению нарушений работы двигателей.
1. Компоненты двигателей и фильтры: дефекты, их причины и профилактика. MAHLE GmbH, Stuttgart, 2011. – 75c.
2. Повреждения поршней – как выявить и устранить их. MSI Motor Service International GmbH, Neckarsulm, Германия, 2004. — 103с.
3. Piston Damage – Causes and Remedies. MAHLE GmbH, Stuttgart, 1999. – 80c.
О правильной притирке седел
На пороге третьего тысячелетия пора отказаться от кустарщины и, если уж вы решили влезть в головку блока цилиндров, влезать туда профессионально, «с головой». О том, как это сделать, расскажет руководитель компании Мотортехнология — Александр Лизунов.
Придет ли в голову здравомыслящему человеку, даже в случае крайней необходимости, сделать больному другу, соседу или собутыльнику нейрохирургическую операцию в домашних условиях? Если уж без этого никак, в округе на тысячу верст — ни одной больницы (пусть даже ветеринарной), то рискнуть можно. Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Проще и надежнее будет доверить ремонт специалисту. Понятное дело, если специалиста под боком нет, придется все делать самому. Но… без настоятельной необходимости пытаться сделать все собственными силами, мягко говоря, негуманно, а то и просто глупо. Итак, не «скальпель, зажим, спирт, огурец», а некоторые сведения, знание которых поможет, по крайней мере «не навредить», а то и помочь пострадавшим седлам клапанов.
Настоятельно предупреждаем: не доверяйте народным умельцам, которые, услышав про ремонт клапанного механизма двигателя, реагируют однозначно: «Нет проблем! Мы в момент притрем, и порядок!» и мелкой рысью отправляются за абразивным порошком, причем добывают его, как правило, не в магазине (денег жалко), а в защитном кожухе электроточила — там его полно, и все задаром. Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта. Если следовать этой логике, то рок-н-ролл вполне может считаться лучшим средством от простуды. А ведь клапанный механизм — один из самых ответственных узлов двигателя, и вкалывать ему приходится ой-ой-ой как. Оно и понятно — коленчатый вал может развивать свыше 6000 об/мин.
Трудно наглядно представить 200 перемещений поршня в секунду. Не легче представить, как может каждый клапан успеть 50 раз в секунду открыться и столько же — закрыться. А если еще вспомнить, что при этом температура сгорающей смеси достигает 2300-2500°С, а сами клапаны, например, выпускные, нагреваются до 600-800°С, то станет ясно: на «рабочем месте» им спокойно и уютно, как в Хиросиме.
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания. Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.
Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.
Профиль рабочей фаски клапана практически повторяет форму изношенного седла.

Именно суммой всех обстоятельств объясняется тот факт, что клапанный механизм частенько выходит и будет выходить из строя. Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
Чтобы стало ясно, насколько серьезным должен быть ремонт, остановимся хотя бы на том, какую форму имеют седла клапанов и чем обусловлен выбор именно такого конструкторского решения для этой важной детали двигателя. Все дело в том, что к конструкции седла предъявляются различные и часто взаимоисключающие требования, такие, как жаропрочность, износостойкость, надежность уплотнения пары «седло-клапан» и др. Следует также отметить тот немаловажный факт, что форма поверхности седла клапана влияет на процесс наполнения и очистки цилиндра двигателя. Начнем с главного. Первое, что требуется от сопряжения «седло-клапан», — обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
А — верхняя вспомогательная фаска;
В — рабочая фаска;
С — нижняя вспомогательная фаска;
D — диаметр тарелки клапана;
d — диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 — 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Теперь о дополнительных фасках седла: зачем они нужны? Их основная роль — формирование газовых потоков,поступающих в цилиндр и выходящих из него. Ведь скорость этих потоков в коллекторах головки блока может достигать 60-100 м/сек на разных режимах работы, и при их прохождении через самую узкую часть, т.е. сечение «клапан-седло», возникают значительные завихрения рабочей смеси (воздуха в дизелях) и потока отработавших газов. Вспомогательные наружная и внутренняя фаски уменьшают эти завихрения и способствуют снижению аэродинамического сопротивления в сечении «седло-клапан». В результате достигаются лучшее наполнение и очистка цилиндров двигателя, особенно на больших оборотах. Видите, как все продумано. Конструкторы старались, рассчитывали форму седла и фаски, все, что можно, учли, что нельзя учесть — предусмотрели. А вы — «притирка, притирка».
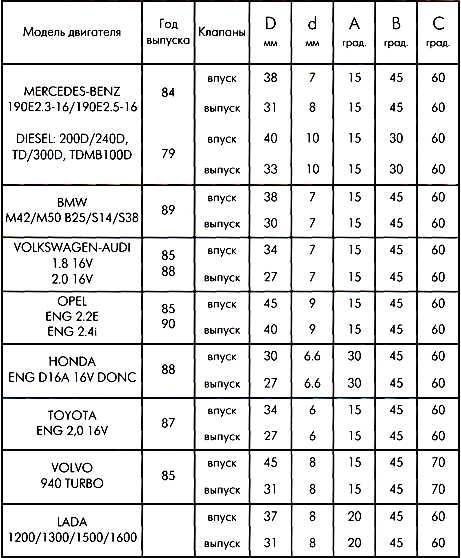
Нетрудно предсказать, что кустарные, примитивные методы ремонта ни к чему хорошему не приведут. При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые. А у нас, если удается добиться 70% ресурса, уже считается, что работа сделана на совесть. И в этом не в последнюю очередь виноваты сторонники «дедовских» методов ремонта автомобилей.
Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.
1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.

2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.

3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.
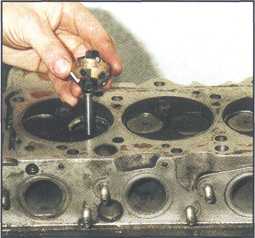
4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.
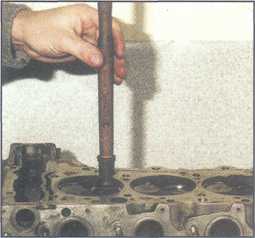
5. Для контроля расположения контатирующего пояска производим «проявочную» притирку в течение 5-10 сек.

6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.

7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.
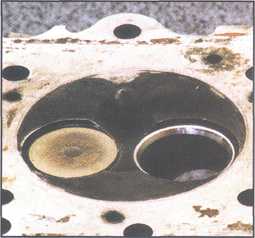
8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.
Установка седел клапанов своими силами — DRIVE2
Как оказалось не так то много информации по данной операции, своими силами. Было тысячи сомнений, получится или нет? ПОЛУЧИЛОСЬ! Потому решил поделится, как это происходило у меня! Может кому-то информация поможет сэкономить времени на эксперементы и придаст уверенности. У меня все происходило следующим образом:
Ну во первых седла бывают разные. Стальные чугунные, латунные, металлокерамические и т.д. И скажем стальные не реально обработать зенковками, потому и заморачиваться не стоит, вам в мастерскую к фрезерному станку. А в моем случае чугуняки, которые после замены мы прирежем имеющимися зенковками.
Выбивал я седла с помощью сварки это много описано в интернете. Хотя варить стальной клапан с чугуном еще та забава! Но худо-бедно выстучал!
А пока закинул седла в морозильник и там они у меня ждали своего часа.

Предварительно поузнавал что нагрева на электроплитке достаточно.

Параметры плитки взял из интернета.
Выбор разных температурных режимов показал, что плита при нагреве работает в одном режиме, потребляя при этом около 900 ватт (910-915 — вопреки заявленной мощности в 1000 ватт). По достижении выбранной температуры плитка отключается и переходит в режим ожидания. Затем, некоторое время спустя, включается снова.
Температура основания плиты в различных режимах оказалась следующей:
5: 390—430 °C;
4: 285—325 °C;
3: 250—280 °C;
2: 170—180 °C;
1: 105—130 °C.
Напоминаем, что это температура поверхности плитки, на которой ничего не стоит.
Поскольку регулировка температурных режимов осуществляется плавно, допускается выбор промежуточных значений.
При этих значениях на полной мощности головка нагревалась 40 мин. достигла температуры 90 град., после чего температура расти перестала. И так нагрели. Точнее подогрели! Бежим в морозильник за седлом
И бросаем его в емкость с сжиженным газом
(подробнее тут www.drive2.ru/b/542628505712592657/ )
Этого количества газа (на половинку высоты кольца) мне хватало на пару седел, потом приходилось подливать.
Снимаем головку наставляем седло. Забиваем. Седло забилось довольно не охотно. Это меня насторожило . Начитался много страшилок, что после замены седел они любят выпадать. Озадачился и этим, и на всякий случай посадил на какой то специальный эпоксидный клей для металла.
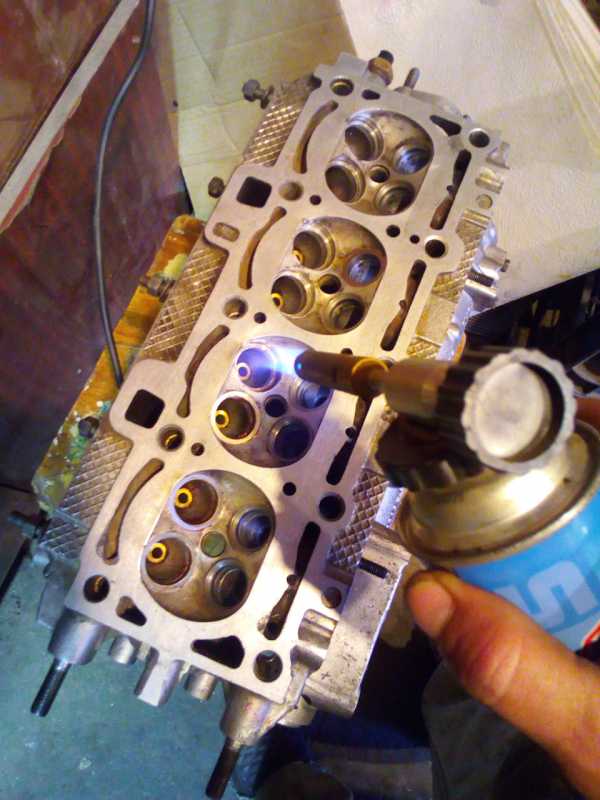
И так. Я решил кроме плитки еще прогревать посадочное место. Время прогрева 5 мин.
И так я пришел к следующему алгоритму действий:
Изначально Греем головку 40 мин. на плитке.
Потом греем посадочное место 5 мин. бытовой газовой горелкой.
Идем в морозильник за седлом. Бросаем его в газ для бОльшего охлаждения.
Пока седло охлаждается мажем эпоксидкой посадочное место.
И забиваем! Все зашло, как по маслу! Делаем все быстро, но без лишней суеты.
Потом опять ставим головку на плитку, греем 5 мин горелкой за седлом, охлаждаем, мажем, забиваем! И так на каждое седло!

Геометрия седла клапана — DRIVE2
Для увеличения расходной характеристики клапанной щели рекомендуется выполнять седло клапана трехфасочной геометрии. Нижняя фаска имеет угол в 60°, которая связывает 45 — градусную запорную фаску с горловиной канала. Верхняя 30 — градусная фаска соединяет запорную фаску с днищем камеры сгорания. Горловина канала и седло клапана — это те места, где создаются максимальные сопротивления воздушному потоку, потому что, воздух ненавидит крутые изменения в направлении или площади проходного сечения, поэтому нужно сделать все возможное, чтобы обеспечить максимально благоприятные условия перетекания воздуха из канала в цилиндр.
Так, при переходе от простого однофасочного седла к трех-фасочному можно обеспечить почти 25% увеличение наполнения.
Не выполнив модернизацию седла, Вы уже ПРОИГРАЛИ: потребуется фантастическая изобретательность при модификации проточной части канала, чтобы согласовать поток воздуха с геометрией однофасочного седла, не говоря уже о затратах времени!
Седла должны быть обработаны так, чтобы клапан уплотнялся по внешней части запорной фаски, а не в середине или около тюльпана. Это увеличивает эффективный диаметр запорной фаски клапана. Переход от запорной фаски седла к каналу осуществляется широкой 60- градусной нижней фаской, что увеличивает диаметр горловины канала и создает лучшие условия течения воздуха. Нижняя фаска служит также превосходной визуальной направляющей при обработке стенок канала, помогая создавать равномерный переход от седла к горловине. Для обработки седел есть режущий инструмент, обеспечивающий разную ширину запорной фаски, начиная от обычной стандартной ширины в 1,5 мм до ширины в 1 мм для гоночного двигателя. В большинстве случаев седла клапанов головок двигателей
повседневной эксплуатации должны иметь ширину запорной фаски в 1,3 мм, что дает ощутимый выигрыш по сравнению с обычной шириной фаски стандартных седел. Ширина фаски в 1,3 мм достаточна, чтобы обеспечить хороший теплоотвод от тарелки клапана при сохранении механической прочности и долговечность седла и, в то же время, улучшает расходные характеристики клапанной щели.
Седла должны быть обработаны так, чтобы все тарелки клапанов стояли на одной высоте (допуск плюс-минус 0,05мм). Если тарелки клапана будут стоять на разной высоте, это приведет к разбросу объемов камер сгорания, затрудняя балансировку степени сжатия по индивидуальным цилиндрам.

Регулирующий клапан — Википедия
Регулирующий клапан — один из конструктивных видов регулирующей трубопроводной арматуры. Это наиболее часто применяющийся тип регулирующей арматуры как для непрерывного (аналогового), так и для дискретного регулирования расхода и давления. Выполнение этой задачи регулирующие клапаны осуществляют за счёт изменения расхода среды через своё проходное сечение [1] . Материал изготовления регулирующих клапанов зависит напрямую от типа рабочей среды, с которой клапан будет иметь контакт.
В зависимости от назначения и условий эксплуатации применяются различные виды управления регулирующей арматурой, чаще всего при этом используются специальные приводы и управление с помощью промышленных микроконтроллеров по команде от датчиков, фиксирующих параметры среды в трубопроводе. Используются электрические, пневматические, гидравлические и электромагнитные приводы для регулирующих клапанов. В современной промышленности уже редко, но все же встречается, основной способ управления регуляторами в прошлом — ручное управление [2] .
Проходной запорно-регулирующий клапан с электрическим приводом.
Также применяются запорно-регулирующие клапаны, с помощью этих устройств осуществляется как регулирование по заданной характеристике, так и уплотнение затвора по нормам герметичности для запорной арматуры, что обеспечивается специальной конструкцией плунжера, имеющего профильную часть для регулирования, а также уплотнительную поверхность для плотного контакта с седлом в положении «закрыто».
Для присоединения регулирующих клапанов к трубопроводам применяются все известные способы (фланцевый, муфтовый, штуцерный, цапковый, приваркой), но приварка к трубопроводу используется только для клапанов, изготовленных из сталей.
Большинство из регулирующих клапанов весьма схожи по конструкции с запорными клапанами, но есть и свои специфические виды.
По направлению потока рабочей среды регулирующие клапаны делятся на:
- проходные — такие клапаны устанавливаются на прямых участках трубопровода, в них направление потока рабочей среды не изменяется;
- угловые — меняют направление потока на 90°;
- трехходовые (смесительные) — имеют три патрубка для присоединения к трубопроводу (два входных и один выходной) для смешивания двух потоков сред с различными параметрами в один. В сантехнике такое устройство имеет название смеситель.
Основные различия регулирующих клапанов заключаются в конструкциях регулирующих органов [1] [3] .
На поясняющем рисунке справа изображен простейший проходной односедёльный регулирующий клапан в разрезе. Где:
- B — корпус арматуры;
- F — фланец для присоединения арматуры к трубопроводу.
- P — узел уплотнения, обеспечивающий герметичность арматуры по отношению к внешней среде;
- S — шток арматуры, передающий поступательное усилие от механизированного или ручного привода затвору, состоящему из плунжера и седла;
- T — плунжер, своим профилем определяет характеристику регулирования арматуры;
- V — седло арматуры, элемент, обеспечивающий посадку плунжера в крайнем закрытом положении.
Усилие от привода с помощью штока передается на затвор, состоящий из плунжера и седла. Плунжер перекрывает часть проходного сечения, что приводит к уменьшению расхода через клапан. Согласно закону Бернулли при этом увеличивается скорость потока среды, а статическое давление в трубе падает. При полном закрытии плунжер садится в седло, поток перекрывается, и, если затвор будет полностью герметичен, давление после клапана будет равно нулю [1] .
Односедёльные и двухседёльные[править | править код]
В седёльных клапанах подвижным элементом служит плунжер, который может быть игольчатым, стержневым или тарельчатым. Плунжер перемещается перпендикулярно оси потока среды через седло (или сёдла), изменяя проходное сечение. Наиболее часто встречаемые — двухседёльные клапаны, так как их затвор хорошо уравновешен, что позволяет их применять для непрерывного регулирования давления до 6,3 МПа в трубопроводах диаметром до 300 мм, при этом используя исполнительные механизмы меньшей мощности, чем односедёльные. Односедёльные клапаны применяются чаще всего для небольших диаметров прохода из-за своего неуравновешенного плунжера. Также преимущество двухседёльных клапанов состоит в том, что такой конструкцией гораздо легче обеспечить требуемую для запорно-регулирующей арматуры герметичность с помощью плунжера, имеющего специальный регулирующий профиль для контакта с одним седлом, а для посадки в другое седло — уплотнительную поверхность для более плотного контакта [1] [3] .
Клеточные[править | править код]
Затвор клеточных клапанов выполняется в виде полого цилиндра, который перемещается внутри клетки, являющейся направляющим устройством и, одновременно, седлом в корпусе. В клетке имеются радиальные отверстия (перфорация), позволяющие регулировать расход среды. Ранее такие клапаны назывались поршневыми перфорированными. Клеточные клапаны за счёт своей конструкции позволяют снизить шум, вибрацию и кавитацию при работе арматуры [1] [3] .
Мембранные[править | править код]
В клапанах этого типа используются встроенные или вынесенные мембранные пневмо- или гидроприводы. В случае встроенного привода расход рабочей среды напрямую изменяется за счёт перекрытия прохода в седле гибкой мембраной из резины, фторопласта или полиэтилена, на которую воздействует давление управляющей среды. Если привод вынесен, то перестановочное усилие передаётся через мембрану на опору штока клапана, а через него на регулирующий орган; когда давление управляющей среды сбрасывается, пружина возвращает мембрану в начальное положение. Чтобы усилия от среды и сила трения в направляющих и уплотнении не приводили к снижению точности работы клапана, в такой арматуре часто используются дополнительные устройства — позиционеры, контролирующие положение штока. Мембранные клапаны могут быть как одно-, так и двухседёльные. Основным достоинством таких клапанов является высокая герметичность подвижного соединения и коррозионная стойкость материалов, из которых изготавливаются мембраны, что позволяет обеспечить хорошую защиту внутренних поверхностей арматуры от воздействия рабочих сред, которые могут быть агрессивными [1] [3] [2] .
Золотниковые[править | править код]
В этих устройствах регулирование расхода среды происходит при повороте золотника на необходимый угол, в отличие от других клапанов с поступательным движением штока или мембраны. Такие клапаны применяются, как правило, в энергетике и имеют альтернативное название «регулирующий кран», так как по принципу действия принадлежат к кранам [1] [3] .
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Источник http://auto-dig.ru/kak-pravilno-sharoshit-sedla-klapanov/
Источник http://firstdone.ru/raznoe/sedlo-klapana-chto-eto-takoe.html
Источник http://znanieavto.ru/dvs/sedlo-klapana.html


